



薄壁保護罩加工工藝
2018-1-15 來源: 中國電子科技集團公司第二十七研究所 作者:楊偉偉
摘要:根據某型薄壁保護罩的結構特點,分析了其加工難點,并結合現有加工設備,對加工方法進行分析,給出了加工路線及具體}DII藝過程。
關鍵詞:薄壁:工藝
1、零件結構
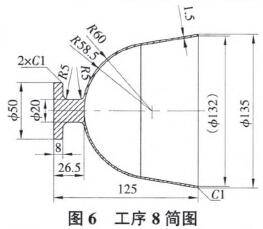
我單位生產的某型保護罩是一種典型的薄壁曲面罩,如圖l所示,零件壁厚只有1.5 mm。由于零件壁很薄,導致剛性差,且零件內外表面均為圓弧面及錐面,采用普通車床加工有一定難度,生產效率也不高,因此采用數控車床加工。
2、加工難點分析
1)由圖1可以看出,罩內孔深度為98.5 mm。加工時刀桿伸出較長,容易引起刀振,零件上極易留下振紋,導致產品報廢。
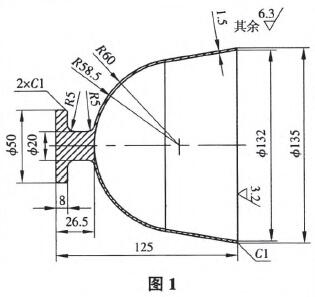
2)罩壁厚為1.5 mm,薄壁零件剛性差,加工時極易發生變形,也是加工的難點之一。
3)加工右側薄壁處外形面時,由于零件內部已掏空,很容易產生共振現象,影響加工精度和表面質量。
4)罩左側擊20圓柱面與R60曲面連接部分,由于直徑相差較大,普通外圓車刀不易達到,這里采用切斷刀加工,由于刀片伸出較長,也容易引起刀振。因此加工時,切深不宜太大。
綜上所述,問題的關鍵在于零件壁薄,給零件的裝夾和加工都帶來困難。
3、工藝路線分析
1)毛坯選擇。由于零件加工以車削為主,顯然毛坯類型選擇圓鋁型材較為合理,故選擇吊160牌號為2A12T4的硬鋁棒料作為毛坯。
2)工藝路線分析。由于零件壁薄,加工時去除余量很大,很難一次加工成形,故采用先粗加工去除大余量,再半精加工、精加工至尺寸。中間合理安排熱處理工序,以便
降低硬鋁材料的硬度,并消除加工應力,有利于穩定尺寸。
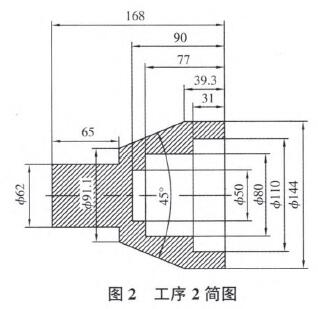
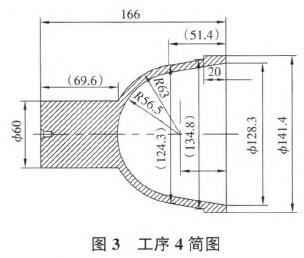

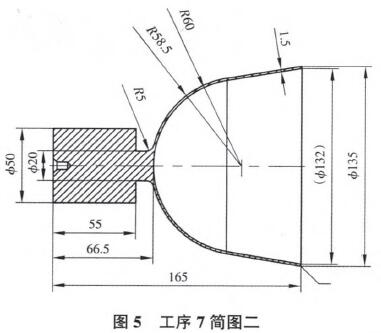
表1保護罩的加工工藝過程
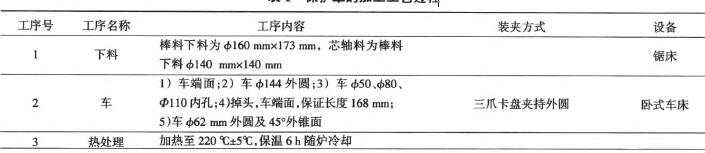



即工藝路線安排為:
粗車—熱處理一半精車一熱處理一精車。
3)工藝過程。該保護罩的加工工藝過程如表1所示,相關工序簡圖如圖2~圖6所示。
4、結語
采取上述工藝路線及具體工藝過程,解決了薄壁保護罩易變形難加工的問題,用此方法加工出的工件,各項指標均滿足圖樣要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

