



車床代替加工中心加工復雜臺階孔工藝
2024-10-25 來源: 中國鐵道科學研究院機車車輛研究所 作者:王立超
[摘 要]分析加工中心加工城軌氣動控制閥復雜尺寸臺階孔的弊端,對工藝進行改進,使用車床代替加工中心進行加工。設計了專用車床偏心夾具,設計并制造了圓弧成型刀具,從根本上解決了加工中心加工過程中存在的問題,保證了產品質量,提高了生產效率,降低了生產成本。本工藝經過了實際生產的驗證,已應用于批量生產中。
[關鍵詞]臺階孔 ;成型刀具 ;復合鉆頭 ;復合鏜刀 ;偏心夾具 ;平衡塊
0、引言
臺階孔在機械加工中極為常見且用途廣泛。為達到不同的使用目的,如安裝閥芯、彈簧卡圈或者做為閥口與其他零件配合等,臺階孔各段的尺寸、精度和粗糙度要求也各不相同。因此,各段的加工方法不盡相同,常見的有車、鉆、銑、鉸、鏜、加工中心插補加工等。文章以一種城軌上使用的氣動控制閥體的生產為例,討論用車床代替加工中心加工多尺寸臺階孔的方法。
1、簡介
氣動控制閥是通過壓縮空氣進行控制,因此對閥體氣密性的要求很高,對閥體內部和外部零部件之間的配合精度的要求很高。其原理是通過壓縮空氣壓力使閥芯在孔內來回移動,控制與閥芯孔貫通的各管路的開關。閥芯孔是閥體的核心,臺階尺寸比較多,孔口與其他零部件配合,均為圓弧面。閥體的材料為鋁(6061-T6),有兩個閥芯孔這兩個孔最初在加工中心上加工,但是由于問題比較多,加工成本較高,經過技術分析和討論,將其改到車床上進行加工。
2、加工中心加工的工藝分析
2.1 第一個孔的工藝分析
第一個孔如圖1所示,使用加工中心加工時,這個孔的加工有3個有難度的位置,其中Ⅰ位置難度最大,Ⅱ位置、Ⅲ位置依次次之,下面分別討論。

圖1 第一個孔示意
(1)Ⅰ位置,放大圖如圖2所示。其主要難點在于表面粗糙度為 Ra1.6μm、半徑為 R1.7mm 的圓弧面的加工。用加工中心加工時,先用 Φ6mm 的立銑刀插補加工,銑出 Φ83 ~ 95mm、寬 6mm 的槽。此時,圓弧面頂點剩余的加工余量為1.8mm,其右側的 Φ76mm 小圓柱面剩余的加工余量為3.5mm。為了給后續成型刀留出更大的空間,還要插補加工圓弧右側的 Φ76mm 小圓柱面距離左端面 7.5mm 小臺階的一部分,從外徑 Φ83mm 加工到Φ79.6mm。此時,6mm 寬的環槽被加寬到 7.7mm,圓弧面剩余的加工余量為0.1mm,其右側 Φ76mm 的小圓柱面剩余的加工余量為1.8mm。最后,用定制的成型的銑刀進行插補加工圓弧面以及圓弧右側直徑為 Φ76mm 的小圓柱面到尺寸。

圖2 Ⅰ位置放大圖
(2)理論上,上述加工方法能留給圓弧成型刀的最大工作寬度為7.7mm。經過計算,圓弧刀最細處的最大理論直徑為4.3mm。考慮到機床重復定位精度、刀具加工精度、對刀誤差等各種誤差的積累,以及進出刀方便和排屑等問題,實際加工中,采用成型刀具最細處直徑為3.5mm。成型刀具直徑太細是用加工中心加工的致命缺點,給后續加工帶來了很多問題,有些甚至無法克服。
2.2 第二個孔的工藝分析
第二個孔如圖3所示,其情況與第一個孔類似,主要是圓弧面有些差別。但是由于Ⅰ、Ⅱ和Ⅲ位置都是成型面,需要定制多把成型刀具,下面以第二個孔的Ⅲ位置(圖4)為例加以說明。
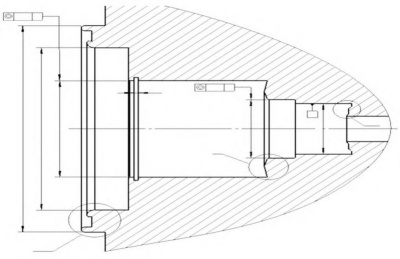
圖3 第二個孔示意圖

圖4 Ⅲ位置放大圖
為了減少刀具數量,同時避免更換刀具和插補銑削浪費時間,提高孔的同軸度等加工精度。在加工Ⅲ位置時,先用鉆頭鉆孔,再用定制復合鉆頭(圖5)一次性鉆削到位。鉆削后,留有精加工余量,再用復合鏜刀一次鏜削到尺寸。
由于Ⅲ位置成型面的尺寸較寬,約為10mm,復合鏜刀加工時,如果采用一個刀片進行加工,由于切削刃過寬容易引起刀具振動而產生振紋,影響表面粗糙度。為了減少振動,提高表面粗糙度和刀具使用壽命,設計成型刀時,可以考慮用兩個或兩個以上的刀片組合切削來完成一個成型面的加工。文章采用一把復合鏜刀上的兩個片刀來加工Ⅲ位置,如圖6和圖7所示。
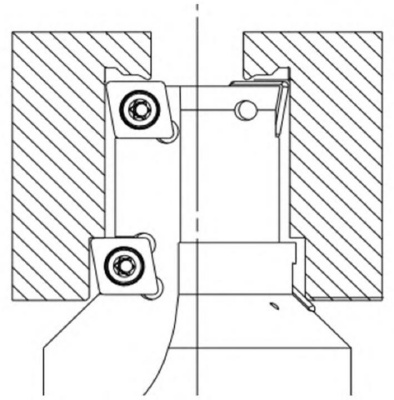
圖5 定制復合鉆頭
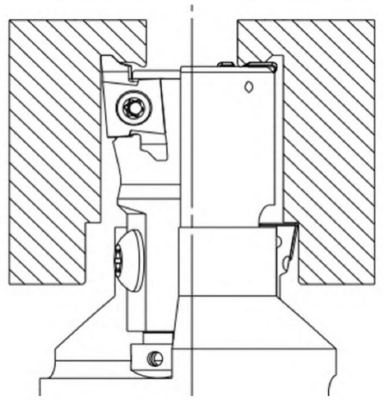
圖6 復合鏜刀上的片刀1
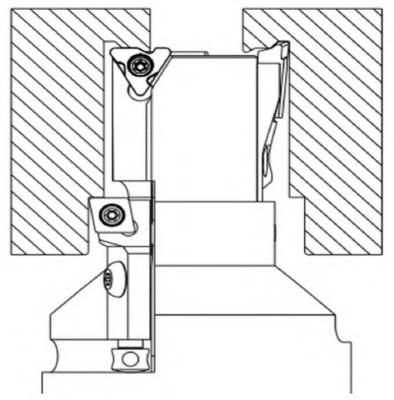
圖7 復合鏜刀上的片刀2
3、改進后的加工方法及其優缺點
文章對這兩個孔的加工方法進行了改進,將其改到車床上進行加工,從根本上解決了加工中心加工存在的的問題。下面主要討論這兩個孔的車床加工工藝的優缺點。
3.1 優點
(1)工件表面粗糙度很好保證。
(2)加工時間大幅減少,加工效率提高。①車刀刀桿直徑遠大于加工中心成型刀具的刀桿直徑,具有更高的剛性,車削進給量和吃刀量顯著提升。②從工藝角度上來看,孔的車削加工工藝也遠比加工中心插補工藝節省時間。加工中心插補時,工件不動,刀具旋轉并以給定的進給速度走一個整圓的軌跡。而車削時,工件旋轉,刀具進給軌跡很短,因此大大減少加工時間。③刀具數量減少,相應的減少了對刀、調刀、停車換刀的時間。
(3)減少成型刀具的定制,刀具的購買和維護成本也大大降低。①第一個孔的圓弧位置還是采用非標車刀進行加工,其余的復合鉆頭、復合鏜刀等非標刀具全部取消。②成型車刀的刀桿很粗且剛性很好,選好加工參數,刀具的壽命很高,基本不用更換。③成型槽刀更換通用車刀刀片的成本也要比更換整個整形刀具低。
3.2 缺點
(1)需要設計專用夾具,進行偏心裝夾,普通夾具無法滿足工藝要求。
(2)工件經過多次裝夾,導致孔的位置精度不好保證。
4、車床偏心夾具設計、成型刀具設計
4.1 車床偏心夾具設計
文章設計了兩套專用偏心夾具工裝以確保兩個孔的加工精度。這兩套工裝的定位和夾緊方式類似,僅存在尺寸和公差上的區別,故文章僅以第一孔為例來討論工裝的設計過程。
夾具采用前序加工中心工序中已加工完畢的 Φ57mm孔進行中心定位,同時使用閥體的外表面做角向定位限制,然后用壓板來壓緊,車床偏心夾具裝配圖如圖8所示,通過計算,偏心距為70±0.1mm。為了進一步提高定位精度,中心孔定位銷可采用脹套設計,夾具的磨損不會影響定位精度。也可以對定位銷結構進行改進,改成中心銷和套環兩部分組成,根據公差范圍將套環按0.01mm 分級做成多個。在實際加工中,根據孔的實際尺寸配用套環,以確保中心定位銷和孔的間隙不超過0.01mm,來提高定位精度。
由于工件是偏心裝夾,如果夾具的總體結構不平衡,夾具隨著車床的主軸旋轉時會產生的離心力。工件在離心力的作用下將產生振動,影響工件的加工精度和表面粗糙度,同時也加劇機床主軸和軸承的磨損,存在安全隱患。因此,為了提高工件的加工質量和機床的使用壽命,需要對夾具進行平衡。

1.壓板;2.工件;3.螺母;4.過渡盤;5.夾具;6.平衡塊;7.雙頭螺柱;8.中心孔定位銷;9.支撐板;10.螺釘
圖8 車床偏心夾具裝配圖
平衡的方法有兩種 :設置平衡塊或加工減重孔。文章采用設置平衡塊的方法來進行夾具的平衡。計算平衡塊重量時,采用隔離法做近似估算。即把工件及夾具上的各個元件,隔離成幾個部分,相平衡的各個部分忽略不計,對于不平衡的部分,按力矩平衡原理確定平衡塊的重量。經過估算,配重塊的重量約為 3.5kg。為了彌補估算法的不準確性,平衡塊上開有徑向槽,以便在加工中進行調整,以達到更好的平衡效果。
4.2 刀具設計及加工
由于批量不大,為了降低刀具購買成本,文章設計并制造了一把單體式車刀,下面進行說明。
4.2.1 刀片及刀桿的材料選擇
由于被加工材料為鋁合金6061-T6,其切削性能較好,且加工過程中有切削液散熱,所以刀片的工作條件相對較好。成型刀片的材料選用常用的鎢系高速鋼 W18Cr4V,其具有高硬度、紅硬性級高溫硬度。切削溫度為540℃時,硬度可以保持在 HRC66 ;切削溫度為600℃時,硬度可保持在 HRC63。材料具有熱處理范圍較寬,淬火過程中不易過熱,熱處理過程不易氧化脫碳,磨削加工性能較好,容易磨出鋒利的切削刃,加工工藝成熟等優點。完全滿足文章的鋁合金加工要求,且具有較長的使用壽命。該鋼屬于常用的刀具鋼,價格低廉,有利于降低成本。
4.2.2 刀具設計
(1)成型刀具設計原理。單體成型刀的輪廓形狀是切削刃在垂直于其后刀面的平面上的投影的形狀。
(2)刀具輪廓設計。根據刀具設計原理,垂直于后刀面的刀具輪廓與被加工零件輪廓完全一致。
(3)刀具參數設計。為了得到較準確的圓弧輪廓,刀具的前角選為0°。綜合考慮刀具強度和表面粗糙度,后角選為10°。為了在有限的刀具工作空間內,盡可能提高刀具的強度,刀頭背面選擇10°,如圖9所示。
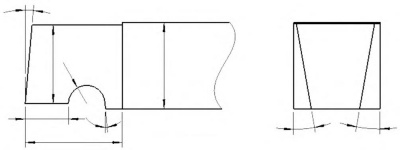
圖9 刀具二維圖
4.2.3 刀具加工
刀具的加工思路是完全模擬刀具切削時的工作狀態,在線切割機床上加工刀具輪廓,以保證成型刀具輪廓的準確性。加工刀具時,根據刀具后角的度數10°,使用工裝將刀具墊高 10°,再利用線切割按照圓弧的輪廓來切割成型刀具。這種加工方法加工出的刀具的實際后角是變化的,只有與線切割機床走刀方向相垂直的那段輪廓的后角是10°,其他不垂直位置的刀具實際后角都大于10°。但是這不影響刀具的輪廓和加工精度。
5、提高孔加工質量的工藝改進
(1)由于閥體內有很多孔,其中一些與閥芯孔相貫通。為了解決孔相交處的毛刺問題,在工藝安排上,其他表面粗糙度要求不高的通氣孔先加工,重要的閥芯孔均是最后加工,以防止毛刺方向朝向閥芯孔內側。
(2)每完成一道工序,均采用壓縮空氣吹去所有殘留、鋁屑等雜質。待所有加工工序完成后,用40MPa 的高壓水槍進行清洗,確保毛刺、殘屑全部清洗干凈,以防在產品使用時產生不良影響。
(3)所有孔都進行人工去毛刺,特別在兩個閥芯孔去毛刺時,在用力以及工具延伸方面,均朝向閥芯孔外側,再次防止去毛刺邊角外翻到閥芯孔,影響其使用性能。
6、結論
(1)通過改進兩個閥芯孔的工藝,整個閥體加工時間節省了近50min,大大縮短了加工時間,提高了生產效率。
(2)從根本上解決了加工中心圓弧成型刀具太細而導致刀具折斷等各種問題,保證了產品的加工質量。
(3)自行設計并制造了高效且易于維護成型車刀,這種加工方法加工的刀具輪廓形狀的準確性很高,簡單、實用、成本低廉。
(4)減少了多把復合鉆頭、復合鏜刀的使用,大大節省了刀具費用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

