



三坐標測量機在機械傳動零部件矩形花鍵軸 質量檢測中的應用及研究
2020-12-28 來源:常州機電職業技術學院 作者:張德意;潘高進;王霆
摘 要: 文章結合機械傳動零部件花鍵軸實例,介紹了機械傳動零部件花鍵軸在各行各業中的應用以及在機械傳動應用中的特點,分析機械傳動零部件花鍵軸在機械加工中的質量要求,研究機械傳動零部件花鍵軸三坐標測量測量方案。
關鍵詞:機械傳動零部件花鍵軸 三坐標測量機 質量要求 測量方法 評價方法
1、引言
軸類零件是機械工業中極為常見的零件,也是非常重要的零件,花鍵軸是軸類零件中極為常見的一種,如圖1所示。花鍵軸是運動中的扭矩傳遞零件,分矩形花鍵軸和漸開線花鍵軸兩大種類,花鍵軸中的矩形花鍵軸應用廣泛,矩形花鍵軸通常應用于飛機、汽車、拖拉機、機床制造業、農業機械及一般機械傳動等裝置。其制造工藝水平和產品質量直接影響總成質量,其形狀誤差精度直接影響機械的運動性能以及使用壽命,目前傳統的花鍵軸花鍵跳動檢測方法仍然采用徑跳儀百分表檢測,這種傳統的檢測方式不僅效率低下,而且檢測精度低,誤差大;隨著花鍵軸在各領域中使用的增多,人們對安全性能的認識大大提高,所以對帶花鍵軸的花鍵尺寸要求也隨之提高,在采用傳統的檢測方法就很難滿足企業與消費者的需求。
高效率、高精度、高可靠性數字化自動測量設備儀器三坐標測量機可以在產品零件生產過程中可靠的測量數據,不斷的完善零件加工質量異常,提高零件的加工質量與品質。本文依據幾何公差原則、測量原則以及三坐標測量機的工作原理制定出矩形花鍵軸的三坐標測量方案,提高矩形花鍵軸的三坐標測量工作效率。

圖1:花鍵軸
2、機械傳動零部件花鍵軸的三坐標測量方案
2.1、測針型號的選擇與角度校準
根據零件圖紙圖2中的2號直徑φ60、5號槽寬2.2、6號φ57三個尺寸計算得出最小槽深(60-57)/2=1.5、槽寬2.2、最大直徑φ74、8個均勻矩形鍵等分角度45°,由此測針型號選取TIP1BY27,球直徑1毫米測針長度27毫米;完成每個花鍵的幾何尺寸測量所用測頭角度有:A0B0、A90B0、A90B45、A90B90、A90B135、A90B180、A90B-45、A90B-90、A90B-135共計9個。

圖2:花鍵軸
2.2、零件在測量過程中的裝夾與固定
零件測量裝夾固定原則就是能最大限度的能通過一次對零件固定裝夾完成所有零件幾何尺寸的檢測,那么依據零件測量裝夾固定原則要求,在根據機械傳動零部件花鍵軸的被測的幾何尺寸、零件形狀,則采用以下固定方式如圖3所示,零件豎方與測量機Z軸方向平行X/Y軸垂直,零件φ60外圓端面與圓形磁座面通過磁吸力進行固定,通過磁座旋轉盤角度旋轉來完成零件第二軸向的找正。

圖3:花鍵軸零件測量裝夾固定方式
2.3、零件基準坐標系的建立
基準是機械制造中應用十分廣泛的一個概念,機械產品從設計時零件尺寸的標注,制造時工件的定位,質量檢驗時幾何尺寸的測量,一直到裝配時零部件的的裝配位置確定(裝配基準)等,都要用到基準的概念。基準就是用來確定生產對象上幾何關系所依據的點,線或面。基準分為:(1)設計基準;(2)工藝基準。工藝基準又分為:(1)工序基準;(2)定位基準;(3)測量基準;(4)裝配基準。
零件基準坐標系的建立需要通過零件幾何特征的矢量方向與位置來定義的,零件坐標系的建立是否合理正確是直接影響最終測量數據準確性的關鍵,那么合理建立零件基準坐標系的前提,就要采用零件的設計、工藝基準(面、線、點、圓)等幾何特征的矢量方向與位置來定義零件基準坐標系。
三坐標測量機測量程序零件坐標系的建立過程:第一步如圖4所示,以幾何特征元素圓1與圓2的圓心構造出幾何特征元素直線1,對幾何特征元素直線1的矢量向進行Z軸找正,再以定義直線1的坐標位置為X軸與Y軸的坐標原點;第二步如圖5所示,以某個花鍵側面的幾何特征元素平面1與平面2先構造幾何特征元素中心點1,再以構造幾何特征元素直線1的質心與中心點1構造出幾何特征元素直線2,最后以直線2圍繞直線1矢量方向(Z軸)旋轉定義Y軸向。

圖4:零件坐標系找正與原點設定

圖5:零件坐標系旋轉設定第二軸向
2.4、零件測量程序策略
由于每個花鍵與其他幾何特征表面都需要采集測量點,而8個花鍵表面幾何特征元素的測量,需要8個測頭角度才能完成實現一次零件固定裝夾完成所有零件幾何特征元素尺寸的測量,為常規編程方式提高了難度。如何實現高效快速簡潔完成零件的測量,前提要對被測零件花鍵軸的圖紙尺寸要求以及零件形狀特性,要有足夠的理解與認知,這樣才能找出零件形狀之間的共性,然后通過測量軟件中的輔助功能(陣列功能),才能合理的規劃測量程序路徑,提高被測量零件的檢驗檢測效率。如圖6所示,前提是在建立坐標系之后,以A90/B180測頭為基礎程序參考,在每個被測量面上進行測量點程序的創建,然后把A90/B180測頭方向所創建的測量點程序進行復制,設置陣列角度45°陣列次數7次進行程序陣列。
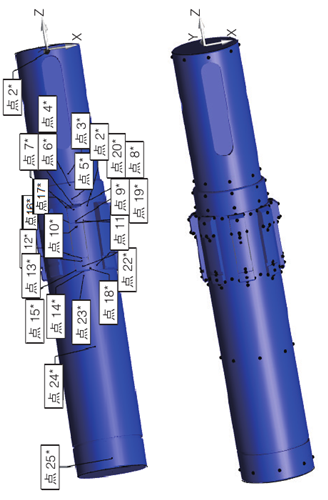
圖6:程序測量點
2.5、幾何特征元素構造
零件幾何尺寸的評價數據分析則是評價分析幾何特征元素如平面、直線、點、圓、圓柱、圓錐、球等,而幾何特征元素則是通過N個測量點坐標計算擬合形成的,由于花鍵軸零件的測量根據零件測量策略對零件表面,分不同測頭角度在每個被測量面上進行點測量,無法直接根據測量點擬合幾何特征元素,那么我們需要使用測量軟件中的構造幾何特征功能分別把每個被測量面的測量點構造出幾何特征元素,如圖7所示構造圓柱、平面等幾何特征元素。
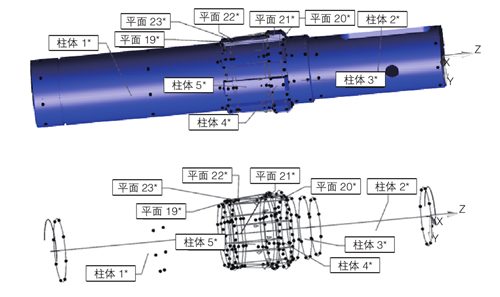
圖7:構造幾何特征元素
2.6、幾何尺寸公差的評價
機械傳動零部件花鍵軸相關的幾何尺寸的評價分析重點是評價分析花鍵的大小、位置、對稱度以及裝配軸的外徑大小與同心同軸度。如果按照在編寫測量程序時以某一個花鍵的中心與零件軸線質心連線設定的零件坐標系第二軸向,來評價分析花鍵的位置,那么評價分析出的位置誤差,除了設定零件坐標第二軸向的花鍵位置度符合圖紙設計要求外,另外其余7個花鍵的位置度由于花鍵的加工過程中,很難保證花鍵之間的角度完全等分,存在一定的加工誤差,導致評價分析出的位置度誤差可能不符合圖紙位置度幾何公差要求,而現實零件裝配過程中又沒有問題,因此根據當前零件基準與零件坐標系評價分析出的位置度誤差數據將不符合零件的實際情況。要想真實評價分析出花鍵位置又貼合裝配實際情況就必須以8個花鍵的中心點模擬花鍵的實際裝配過程重新擬合坐標后進行評價分析花鍵的位置度與對稱度,如圖8所示。

圖8:擬合坐標系
3、結語
本文以機械傳動零部件花鍵軸為例,闡述了該零件的幾何尺寸檢驗檢測三坐標測量方案,通過測針型號的選擇與角度校準、零件在測量過程中的裝夾與固定、零件基準坐標系的建立、零件測量程序策略、幾何特征元素構造、幾何尺寸公差的評價了解三坐標測量機對產品零件的測量過程,同時闡述了測量程序的編程技巧、幾何公差尺寸評價中的難度與處理方法。同類零件的三坐標測量方案及測量程序的編程均可參照以上內容。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

