


圓錐滾子球基面磨床
2019-5-20 來源:瓦房店軸承集團有限責任公司 工程中心 作者:唐麗虓
摘 要:圓錐滾子球基面磨床是對圓錐滾子球基面進行磨削的專用機床,保證球基面的SR(圓錐滾子大端面球基面半徑)值在一定的公差范圍內,同時保證球基面的表面粗糙度Rz不超差。機床采用半自動的形式,自動上下料和人工手動進給相結合,保證球基面SR值誤差小于5%,Rz小于0.16μm。
關鍵詞:圓錐滾子;球基面 ;軸承;磨床
1、 前言
由于軸承產品的加工精度越來越高,軸承滾動體的精度也需要提升。隨著科技的進步,對
圓錐滾子軸承的滾動體已經不僅停留在對滾動面進行加工,同時需要對滾動體球基面進行精確的
加工。原有機床的加工精度無法保證球基面的SR值,同時無法保證球基面的表面粗糙度,因此,
設計新型圓錐滾子球基面磨床,保證了圓錐滾子的球基面的加工精度,滿足軸承的精度要求。
2 、圓錐滾子球基面加工原理
范成法是被加工零件和砂輪各自繞自己的中心旋轉相互擬合的一種方法。滾子球基面范成法磨削如圖 1 所示。將工件軸的角度調整為滾動體的半角,保證滾子軸心線和砂輪軸心線在同一水平面相交,并繞各自的軸線旋轉,砂輪通過進給進行磨削。砂輪不需要修整,依靠與工件的摩擦實現自銳。機床的工作過程是將滾動體通過滾動面定位在模具中,砂輪軸進行加壓,砂輪與滾動體的球基面通過范成法進行磨削。磨削完成后,將砂輪軸退回原位,打料液壓缸將工件從定位筒中打出,上料機械手通過橫向和縱向的移動將下一個工件放入定位筒中,開始下一個工件的磨削。
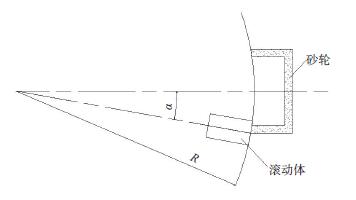
圖 1 加工原理圖
3 、機床主要參數和結構
3.1 機床主要參數及外形尺寸
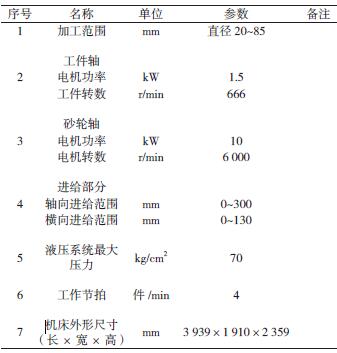
機床主要參數及外形尺寸見表 1。
表1 機床主要參數
3.2 機床主要結構
機床主要結構由機體部分、工件軸部分、砂輪軸部分、進給部分、機械手部分、防護罩部
分、冷卻部分、電主軸冷卻部分、液壓部分、電氣部分等10部分組成,見圖 2。
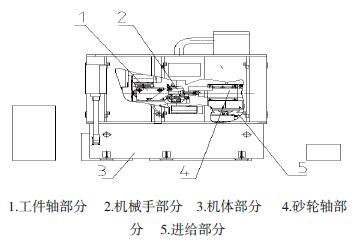
圖 2 機床外觀及主要結構
3.2.1 工件軸部分
工件軸部分由底座支撐,通過螺母和絲桿對工件軸的角度進行調整;電機通過皮帶輪帶動
離合器旋轉,離合器的開與合控制工件軸是否旋轉,定位筒 7 通過莫氏 5 號錐柄固定在軸端,螺釘進行固定;工件在定位筒中下料時,打料油缸推動打料桿將工件從定位筒中打出[1]。工件軸部分見圖 3。
3.2.2 機械手部分
機械手部分主軸是實現工件的自動上料,通過調整絲桿 5,將上料板與工件軸部分的定位筒
端面調平,調整墊條 6 補償圓錐滾子的高度差,調整擋板 3 使滾子平緩下落,調整橫向油缸的感應開關使托塊 4 在料道正下方,調整推料桿保證滾子被完全推入定位筒中。機械手部分見圖 4。
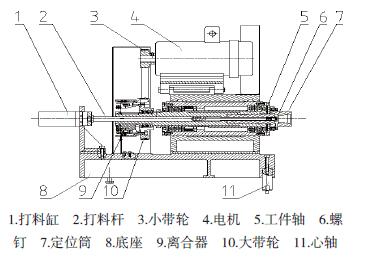
圖 3 工件軸部分
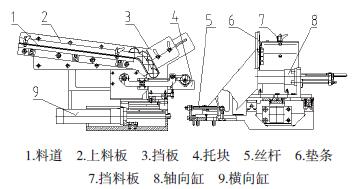
圖 4 機械手部分
3.2.3 機體部分
機體部分的主要作用是支撐機床其它部分。支撐座 1 固定在機體 11 上,工件軸部分固定在支撐座 1 上,當工件軸旋轉時,編碼器 8 記錄件軸的旋轉角度,操作者通過旋轉搖把 2 帶動齒輪 7 旋轉,齒輪帶動進給部分的齒條移動,進而實現砂輪軸的軸向進給[2]。機體部分見圖 5。
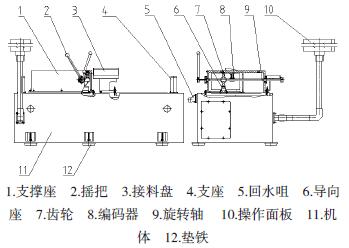
圖 5 機體部分
3.2.4 進給部分
進給部分提供砂輪軸向進給。機體部分齒輪帶動齒條 1 實現滑座 3 的進給,滑座 3 帶動砂輪部分進給,砂輪進給的行程通過限位釘 5 調整,砂輪橫向位置的調整通過燕尾導軌實現,松開緊定螺釘 6,旋轉絲桿 9,將滑座 3 調至指定位置,擰緊螺釘 6。進給部分見圖 6。
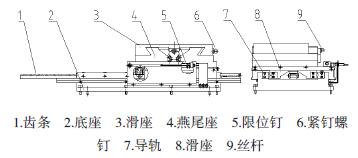
圖 6 進給部分
4 、結束語
圓錐滾子球基面磨床的研制,解決了圓錐滾子球基面加工的生產難題。機床的操作相對
容易,操作者只需調整滾動體的角度和球基面SR值,即可進行加工,提升滾動體質量的對軸承產
品的可靠性提供了保障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

