


摘要:在鉗工裝配中,需要依靠工人的手藝作較為精密的加工,而實際工作中,一些工具長期以來不符合省力原則以及人機工程學,給鉗工工人的工作帶來諸多不便。在積極倡導勞動安全、高效、舒適的大環境下,提出對以下三種常用“I”型鉗工工具:鉸杠、起子、通孔器進行改造使之成為“L”型,可以省力、方便操作,為鉗工的工作效率提高以及工作舒適度的提升帶來裨益,避免勞動職業病、減輕勞動疲勞度,以達到人們在生產勞動中安全、高效且舒適的目的。
關鍵詞:鉗工裝配;工具改造;L型工具;鉸杠;通孔器;起子
引言
鉗工是機械制造中最古老的金屬加工技術,19世紀后在機械制造過程中鉗工仍是廣泛應用的基本技術。然而,在長期的生產實踐與加工改造中,仍有一些工具的設計與制造未能滿足省力、便捷、高效的原則。在生產制造工作中,要強調以人為本,同時要注重對工作效率的提高,從細節進行改善。對以下三種 “I”型常用鉗工工具的改造,可以在新工具的設計生產中實現,也可以在裝配進行時對現有工具進行臨時改造,從而為鉗工的加工裝配帶來更高的勞動生產率,減輕勞動疲勞度。
1.問題分析
在鉗工中,有經驗的工人會因為一些工具不利于操作,臨時進行改良。如:①使用鉸杠時,會套上一截鋼管,加長杠桿以省力。②在使用普通螺絲刀時,當施力空間不夠,會臨時用熱彎或冷彎的方法將螺絲刀前端一部分彎曲,成L型,除省力外,更能獲得更大的工作空間,改善工況。③需要用螺栓連接構件,構件之間又存在調整墊片時,墊片易歪斜,擋住孔隙。有的工人師傅直接把螺栓擰入,破壞了調整墊片。這里提出調整墊片以及各零件孔軸的工具:通孔器,使得需要安裝螺栓的構件孔處于同一軸線上。一般情況下,通孔器可以用一根尖頭的細鐵棒代替。但很多時候,螺栓孔高度很低,貼近地面(如地腳螺栓),工人師傅需要彎腰作業,加大工作疲勞度,于是需要對提出的通孔器這一工具進行改進。
以上這些都表明,在鉗工裝配時,存在一批常用工具,需要從細節和個體出發進行改造,提倡工廠在生產時對現有模具進行適當更換和改進。
2.解決方案
2.1鉸杠
鉸杠是用來夾持絲錐或絲攻、圓板牙等工具的手工旋轉工具。而在目前的鉗工車間,鉸杠的結構一般如圖1所示,為“I”型。在使用中,由于鉸杠兩端長度相等且沒有把手,在旋轉需要較大力時,不能滿足省力原則。因此只需將一端加長,一般鉗工工人加一根圓管套在鉸杠上達到省力目的,作者安裝把手后,使之成L型如圖1,改進后優點如下:
① 根據杠桿原理,加長鉸杠旋轉時,可達到省力效果。
② 改變手腕施力方向,由人體工程力學,減小工作疲勞度。
③ 對于L型端,進一步改進,其把手可以設置成兩種:伸縮型,其附加優點為可調距,對于不同工況不同環境,可調節其長度,利用杠桿原理而省力或方便操作。折疊式(加長端如圖2),其附加優點為,便于工具箱整理。

圖1 “I”型鉸杠改“L”型

圖2 “L”型折疊式鉸杠把手設計
2.2螺絲刀
螺絲刀,俗稱起子,通常有一個薄楔形頭,為“一”型,還有“十”字型。可插入螺絲釘頭的槽縫或凹口內。目前,有L形內六角扳手,分為球頭和平頭兩種,其原理是利用其較長的桿來增大力矩,從而更省力。球頭可以調整任何角度,而平頭不能調整角度,只能垂直用力。球頭的發明便于安裝、拆卸機器設備。而在實際應用中,大部分情況下,現成的螺絲刀工具為I型。尤其對于鄉村企業、工廠,很少有L型起子。當使用間隙較小,使用者的手不能在足夠的空間旋轉時(如圖1中的情況)可人為將螺絲刀彎成“L”型,便于操作。
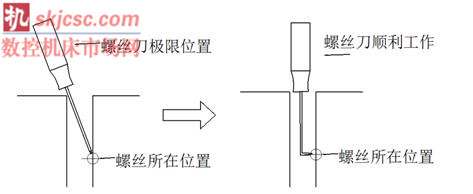
圖3 “I”型螺絲刀改“L”型螺絲刀工況
在臨時彎曲時,方法如下:①對于含碳量低的起子,可直接在虎鉗上彎曲。(冷彎)②對于含碳量高的起子,一般這類起子成本低、批量大,冷彎會斷裂。可將彎口處用乙炔燃燒,采用紅彎(即熱彎)的方式。
2.3通孔器
通孔器是在裝配零件對準零件孔的時候,各零件孔軸不在同一軸線時做調整所用。比如在安裝螺栓時,調整墊片孔與構件孔不在同一軸線上,發生歪斜,就需要用通孔器調整墊片。鉗工安裝人員為了快速安裝,有時用螺栓直接對孔的調整墊片用手錘錘擊墊片,把墊片錘破,這樣很容易造成機器漏油。在上文提到,許多時候螺栓孔高度很低,貼近地面,工人師傅需要彎腰作業,增大了工作疲勞度,于是需要對提出的通孔器這一工具進行改進。把通孔器做長,把手處彎曲而成為“L”型,并且前端磨成圓錐形,圓錐形可以用于多種不同孔的螺栓聯接。易于掌握并提供更大扭力。這樣,不需彎腰或下蹲就可以完成操作。發明并改進后的通孔器即如圖4所示。下端可根據工況加長設計。

圖4 通孔器樣圖
3.結語
以上提出的三種工具改造作為鉗工裝配中小型常用工具改進的代表。由于以上三種工具原始均為“I”型,故統稱為“I”型工具,經過改造后,成為“L”型。在工程實踐中,考慮到工人師傅的勞動效率和疲勞度,對手工作業的小工具進行改造是必要的,也有一部分改造已成功批量生產,比如內六角扳手由原來的平頭改造成球頭,便于用各個角度實力。在這里主要提出方便改造的三個,事實上還有一部分有待改造的工具,將在進一步實踐中總結研究。
(文自:武漢理工大學交通學院、武漢理工大學工程實訓中心)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

