


車床主軸與進給軸耦合熱誤差建模及補償研究
2015-11-23 來源:數控機床市場網 作者:西安交通大學機械制造系統孫志超陶濤黃曉勇
孫志超,陶濤,黃曉勇,梅雪松,王新孟,楊軍,趙亮
(西安交通大學機械制造系統工程國家重點實驗室,710049,西安)
摘要:針對車床實際加工中主軸與進給軸的熱誤差相互耦合共同影響工件精度的問題,建立了綜合熱誤差模型,并進行了有效補償。以海德曼 HTC500/500 精密車床為研究對象,對車床主軸與進給軸熱誤差的耦合關系進行了解耦。利用模糊聚類理論實現了車床測溫點的優化分組,建立了主軸與進給軸的耦合熱誤差多元線性回歸模型,并在精密車床上得到實際應用。結果表明:車床耦合熱誤差模型符合實際工況,模糊聚類有效降低了溫度變量之間的多重共線性,提高了模型的預測精度;主軸x/z方向熱誤差模型預測精度達88.4%、90.7%, x/z軸熱誤差模型預測精度達82.9%、71.3%;補償后車床 x/z 方向精度分別提高了60.3%和 56.6%,證明耦合熱誤差模型的準確性。
關鍵詞:熱誤差解耦;熱誤差建模;模糊聚類分析;誤差補償
機床熱誤差嚴重制約著精密和超精密加工行業的發展,熱誤差占據了機床總誤差的 70%,對機床的加工精度影響最大。目前,消除熱誤差主要有兩種方法:熱誤差預防法和熱誤差補償法。近年來,對機床熱誤差方向的研究越來越多,相關方面的理論也越來越多,產生了很多有價值的科研成果。Donmez 認為變化的溫度是機床產生熱變形,是機床的主要誤差源,機床越精密受其影響越大;Mou 認為機床的熱特性是由于熱源位置、機床材料及強度、機床結構等多種因素共同作用相互耦合作用的結果;Min 等人提出了基于傅里葉熱力學方程為基礎的熱態模型,分析不同邊界條件下絲杠溫度場的分布特性,對研究機床進給軸熱誤差特性打下一定的基礎。相關理論的增多也伴隨著機床熱誤差建模方法的增多,Yang等人利用神經網絡技術建立了主軸熱誤差與溫度之間的關系模型;楊軍等人利用模糊聚類優化溫度測點,并結合最小二乘支持向量機和神經網絡技術,構建了精密坐標鏜床主軸的熱誤差模型,取得了良好的預測效果;Wu 等人利用有限元仿真技術,建立了絲杠預緊力和進給速度與絲杠溫度場和熱變形的關系模型,并通過試驗驗證模型的有效性;Lin 等人利用最小二乘支持向量機理論建立了主軸熱誤差與溫度變化的相關關系;郭前建等人結合聚類分析理論建立了滾齒機熱誤差的多元線性回歸模型,提高了熱誤差模型的預測精度。Chao 等人利用 BP 神經網絡模型和基于反饋線性自回歸滑動平均的小波元神經網絡模型建立了數控機床進給系統在不同工況下溫度場分布和熱變形的數學模型;謝春等人利用 BP 神經網絡算法建立了五軸車銑復合加工中心進給軸的綜合熱誤差模型,并做了相關實驗驗證;Abdulshahed 等人提出了一種改進的自適應模糊推理系統(ANFIS),建立機床主軸的熱誤差預測模型,提高了預測精度;苗恩銘等人建立了數控加工中心主軸的支持向量回歸機模型,并在不同的環境溫度下驗證模型的準確性,均取得了良好的預測效果。
當前文獻主要針對機床的主軸和進給軸單個系統分別進行建模及補償,而實際加工中主軸與進給軸的熱誤差是并行存在,共同影響工件的加工精度。單個系統獨立補償與實際不符,而將兩者的熱誤差結合在一起的研究非常少。本文針對機床主軸與進給軸熱誤差的耦合問題,進行了解耦分析,建立了耦合熱誤差模型;并以海德曼HTC550/500 車床為研究對象,進行了補償應用,驗證了耦合熱誤差模型的有效性及魯棒性。
1 Siemens 系統熱誤差補償方法
1.1 Siemens 熱誤差補償方式
為了適應市場需求,西門子為用戶提供了熱誤差補償的接口,供用戶自定義熱誤差補償的形式及模型參數。西門子認為金屬受熱膨脹與溫度之間是線性關系,主軸的熱誤差模型只與溫度有關,與坐標位置無關;進給軸的熱誤差模型則與溫度和坐標位置都相關。西門子開放的熱誤差補償方式如圖 1 所示。

1.2 主軸與進給軸熱誤差解耦
機床的熱誤差最終反映在刀具與工件相對位置的偏離,從而導致機床的加工精度降低,廢品率升高造成生產成本的提高。熱誤差補償的目的就在于消除或者減小由于金屬熱膨脹而導致的機床刀具與工件之間的位置偏離,從而提高機床的加工精度。刀具與工件之間位置的偏離本質上是由于主軸與進給軸熱誤差相互耦合共同作用的結果,因此尋找主軸與進給軸之間的耦合關系對于熱誤差模型的建立至關重要。為了能夠得到準確的熱誤差數學模型, 就需要對兩者之間進行解耦,分別得到各自的數學模型,再將模型根據耦合關系耦合在一起,便得到了機床總體的熱誤差數學模型。
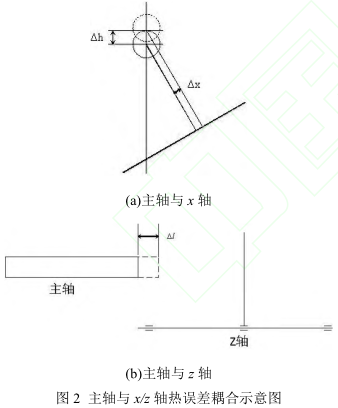
進給軸在進給狀態下絲杠螺母副由于摩擦產生熱量,絲杠溫度升高,伴隨著熱伸長。此車床是半閉環系統,絲杠的伸長導致進給軸熱誤差的產生。主軸在高速狀態下旋轉時,前端軸承與后端軸承由于摩擦產生一定的熱量,熱量傳遞到主軸,主軸受熱就會產生熱變形,導致熱誤差的產生。主軸熱伸長 l的方向 z 軸相同,而主軸熱升高 h則會在 x 軸方向產生分量 x。只有分別分析主軸和進給軸的熱誤差,分別建立相應的數學模型,才能準確全面的反映車床在 x、z 方向產生的熱誤差。主軸與進給軸的熱誤差耦合示意圖如圖 2 所示。
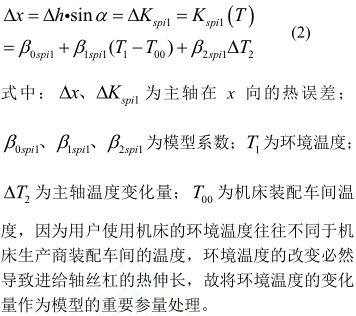
車床主軸只有旋轉一個運動狀態,不存在坐標位置的變換,故主軸的熱誤差只與自身溫度變化相關,熱誤差模型與位置無關。環境溫度的改變,以及主軸由于旋轉造成自身溫度的提高,不僅會影響主軸的熱伸長,同樣會造成主軸在垂直方向的變化。主軸在垂直方向位置的變化主要是由于主軸箱體受熱膨脹導致主軸整體升高,受環境溫度影響較大,主軸在 x 方向的熱誤差多元線性回歸模型可以表示為
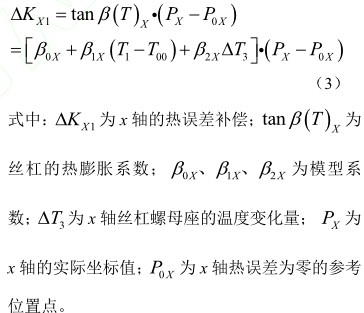
x 軸的熱誤差主要是由 x 軸絲杠的熱伸長引起的,絲杠的固定方式為一端固定一端游動,靠近電機端為固定端,遠離電機端為游動端,當 x軸絲杠受熱時會向游動端伸長,固定端位置不會發生變化,可以作為熱誤差為零的參考點。x 軸熱誤差與位置和溫度相關,選定參考點,x 軸的熱誤差多元線性回歸模型可以表示為
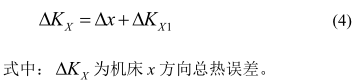
以上將機床 x 方向的熱誤差分別解耦到主軸和 x 軸各自的熱誤差,并分別建立了各自的熱誤差模型。解耦是將復雜問題簡單化,解耦之后還需要解耦后的結果重新進行耦合。x 軸為傾斜式安裝,如圖 2a 所示,機床 x 方向熱誤差的耦合模型為
同理,主軸的熱伸長與 z 軸方向相同,熱誤差多元線性回歸模型可以表示為

2 熱特性實驗及結果分析
2.1 實驗設計及測量原理
以浙江海德曼機床有限責任公司生產的HTC550/500 車床為研究對象,分析車床 x、z 方向熱誤差與溫度變量的關系。車床 x 和 z 方向的最大有效行程分別為 180 mm 和 520 mm,最高進給速度分別為 30 m/min 和 36 m/min。
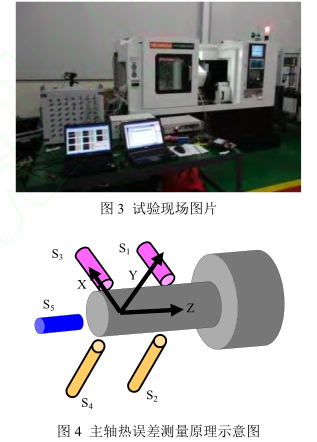
測試設備如下: RENISHAW 激光干涉儀用于測量進給軸熱誤差值;溫度位移同步采集系統獲得溫度值及主軸熱誤差值;選用高精度溫度傳感器 PT100、高精度電渦流位移傳感器。溫度傳感器 PT100 記為:T1…T17,T1~T8安裝在主軸箱前端、后端和中部,T9z 軸電機,T10z 軸前軸承,T11z 軸后軸承,T12z 軸螺母座,T13x 軸電機,T14x 軸前軸承,T15x 軸后軸承,T16x 軸螺母座,T17 環境溫度;位移傳感器記為:S1,…,S5。試驗現場和主軸測量原理如圖 3、圖 4 所示。 以機床主軸、x/z 軸的熱誤差為研究對象,主軸的熱誤差測量采用五點法測量,如圖 4 所示。主軸的熱伸長有 S5測量獲得,x 方向的熱誤差由S1和 S3測量獲得,y 方向的熱誤差由 S2和 S4測量獲得。由于轉速不同,主軸的熱變形略有不同,實驗中設計了 1 000、1 500、2 000 r/min 3 種不同的轉速。 z 軸熱誤差由激光干涉儀進行測量,測量范圍為[-495,0],各測量點間距為 45 mm,共 12個測點。z 軸坐標 0 處作為激光干涉儀測量原點。x 軸的熱誤差測量范圍為[-165,0],各測點間距為15 mm,共 12 個測點,0 處作為激光干涉儀測量原點。試驗初始時,在冷態下測量進給軸各測點誤差,作為進給系統的幾何誤差,進給系統連續往復運動 30 min 后測量各測點的誤差值,此誤差值減去幾何誤差作為此刻進給系統的熱誤差。依據 VDI/ISO 標準,每次重復測量 3 個循環,每個測點測量 2 s,進給系統暫停 4 s,為防止反向間隙對端點出熱誤差產生影響,取反向越程 5 mm。由于進給速度不同,進給系統的熱變形略有不同,實驗設計了 500 mm/min、1 000 mm/min、1 500 mm/min。
2.2 結果分析
2.2.1 溫度場時域分析
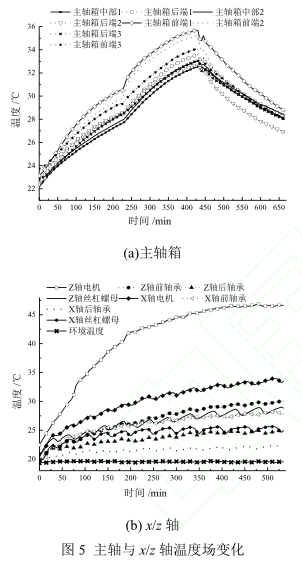
當主軸旋轉進給軸不動時,主軸箱的溫度變化如圖 5a 所示。主軸箱前端最高溫度達 36℃,最大溫差大約 13℃;主軸箱后端最高溫度達 34℃,最大溫度差 12℃;主軸箱中部最高溫度達 33℃,最大溫差 11℃。由主軸的結構可知主軸前端有一個圓柱滾子軸承和兩個角接觸球軸承,后端一個圓柱滾子軸承,主軸箱內部有空隙。主軸箱前端生熱較多,后端生熱較少,所以主軸箱的溫度場分布如圖 5a 所示,前端溫度高于后端,中部溫度最低。
當 z 軸進給主軸不動時,z 軸絲杠螺母座與電機端軸承的溫度變化如圖 5b 所示。由于絲杠為轉動體,無法用 PT100 直接測量絲杠的溫度,因此改為測量絲杠螺母座和電機端軸承座的溫度來間接反映絲杠的溫度變化,這是由于絲杠溫度的變化是由軸承及絲杠與螺母之間相對轉動產生摩擦而發熱,引起溫度的變化。因此,由螺母座和電機端軸承的溫度來間接反映絲杠的溫度變化是合理的。同理,當 x 軸進給時機床其他部分靜止,x軸絲杠螺母座與電機端軸承的溫度變化如圖 5b所示。
2.2.2 主軸熱變形分析
主軸的內部結構如圖 6a 所示,由圖可看出皮帶輪帶動整個主軸系統的運轉,主軸為中空軸,有循環空氣進行冷卻,主軸前端有三個軸承后端一個軸承,主軸的中部與主軸箱之間有空氣間隔。主軸旋轉時軸承的內外圈與滾子之間相對運動產生摩擦而發熱,熱量通過熱傳導分別傳遞到主軸、主軸箱體下部及主軸箱的其他部分。主軸溫度的升高是導致主軸熱伸長的主要原因,而主軸的熱伸長導致機床 z 方向產生熱誤差 Z;主軸箱體下部的溫升是導致主軸整體升高 h的主要原因,而主軸的整體升高導致機床 x 方向產生熱誤差x。 x由 S1、S3測量得到,取其平均值作為 x熱誤差值。

其變化規律與圖5a主軸箱溫度變化規律基本保持一致。這就說明主軸的熱變形與主軸箱溫度之間存在者密切的關系:隨著主軸箱溫度的升高,主軸的熱變形隨之增大,當溫度最高時主軸的熱形達到最大值;主軸停止旋轉后主軸箱溫度逐漸下降,主軸的熱變形也隨之減小。S1/S3的采集值偏差較大,這說明主軸在徑向產生了偏擺,本文忽略了主軸在 x/y 方向的擺角問題。
2.2.3 進給軸位置相關熱誤差分析
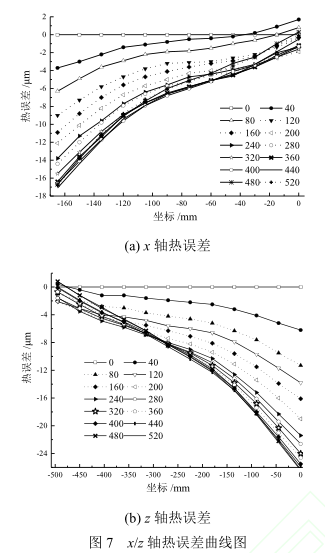
進給軸 x、y 具有同樣的結構形式,兩端分別為固定端和游動端。當進給系統運動時,電機、軸承、絲杠螺母副生熱,導致進給軸絲杠受熱膨脹,固定端位置不變,游動端向自由方向伸長,進給軸在本實驗中的熱變形如圖 7 所示。
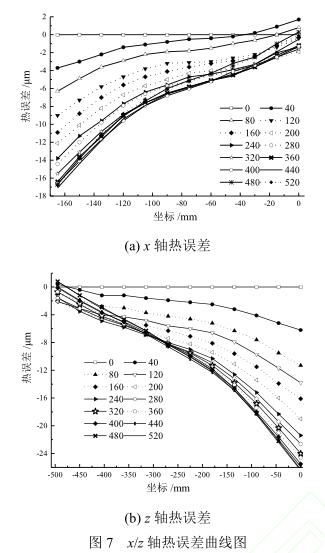
在冷態下第一次測量誤差作為機床的幾何誤差,即第一次冷態測量時各測點的熱誤差為 0,圖 7 說明各次測量的時間間隔,由圖可以看出,進給軸的熱誤差與位置相關,兩者之間近似成線性關系,且熱誤差隨坐標位置的增大而增大。進給軸的固定端熱誤差變化相對較小,而游動端熱誤差變化相對較大,說明車床進給軸位置坐標距離電機越遠,定位精度越低,熱誤差越大,這種變化規律符合絲杠的結構形式。電機端為絲杠的固定端,遠離電機端為絲杠的游動端。
3 熱誤差建模及補償實現
3.1 溫度測點優化
3.1.1 模糊聚類分組
利用模糊聚類分析方法對溫度變量進行分

3.1.2 基于相關分析的溫度測點篩選
依據上述模糊聚類分組結果,應用統計學相關性理論進行測點優化,求取Ti與熱誤差 E 的相關系數為
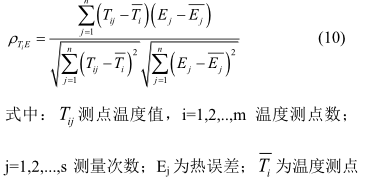
的平均值;iE 為熱誤差的平均值。相關系數如表1 所示,選擇每個聚類分組中相關系數大的溫度作為典型變量。故選擇 T12,和 T17為典型溫度變量。
以上介紹是以其中一項熱誤差為例,實際中熱誤差包括主軸熱伸長、主軸熱升高、x 進給軸熱誤差及 y 軸進給軸熱誤差,在進行模糊聚類時需要針對不同的熱誤差項分別進行聚類分組,得到與各個誤差項最相關的典型溫度變量。
3.2 熱誤差模型
溫度變量優化之后可以進行熱誤差數學模型的建立,主要有 BP 神經網絡法、支持向量機法、多元線性回歸等,本文以多元線性回歸模型為例。基于多元線性回歸模型及實驗數據,可得到熱誤差的數學補償模型。分別建立機床主軸 x 向熱誤差與 z 向熱誤差、x 進給軸及 y 進給軸的熱誤差補償模型,即


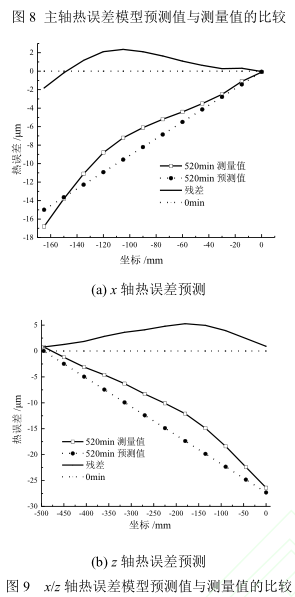
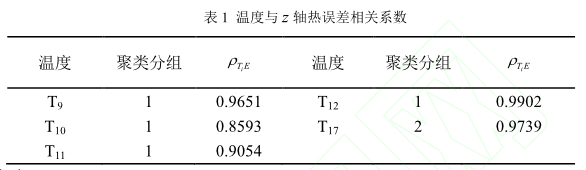
主軸x/z方向的熱誤差模型預測值的R和分別為 0.9μm、3.2μm 和 88.4%、90.7%;x/z 軸熱誤差模型預測值的 R 和? 分別為 1.4μm、3.4μm 和82.9%、71.3%。證明熱誤差模型具有很高的準確性,在工程實際中還需進一步驗證。預測模型之所以沒有達到百分之百,任何一種模型都存在自身的模型誤差。此外,機床的誤差包括伺服誤差、插補誤差、跟隨誤差、幾何誤差、安裝誤差等,建模過程中這些系統誤差未予考慮,都會導致預測模型精度的降低,因此預測模型都存在一定的誤差。
3.3 機床熱誤差補償工程應用
熱誤差補償系統的總體結構設計主要有溫度采集系統和 PLC 補償系統兩部分組成。溫度采集系統用于獲取熱敏感點的溫度值,并對采集的溫度信號進行濾波、放大及 A/D 轉換。獲取溫度之后在PLC內部根據前面的數學模型分別計算出每個軸的補償參數tanoK。PLC 將補償參數通過Siemens828D 數控系統內部特有的 PLC 與 NC 數據通信接口數據塊 DB1200 寫入 NC 系統內部,NC 系統會根據熱誤差補償參數對機床各軸的插補指令做相應調整,從而提高了機床各軸的定位精度。
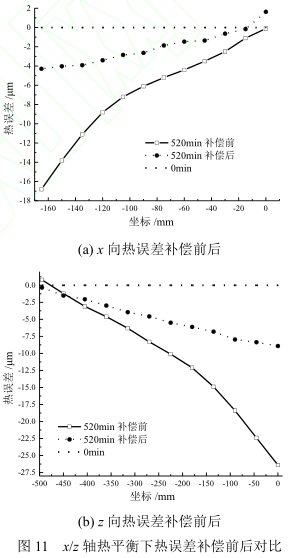
冷態下測量結束后根據實驗測量原理開始運轉機床,直至機床達到熱平衡狀態。機床在熱平衡狀態下補償前和補償后的熱誤差如圖 11 所示。實驗過程中主軸與進給軸同時運轉,使得機床主軸與進給軸的熱誤差耦合在一起,從而驗證熱誤差耦合模型的準確性。補償前 x/z 軸的定位精度為18.6μm、24.3μm;補償后 x/z 軸的定位精度為7.4μm、10.5μm,補償后 x/z 軸的定位精度提高了60.3%、56.6%,充分驗證了熱誤差耦合模型的準確性。
4 結 論
本文深入研究了機床熱誤差補償理論及西門子 828D 數控系統熱誤差補償機制,開發了基于828D 的熱誤差補償系統, 運用多元線性回歸與模糊聚類相結合的方法建立機床各軸的熱誤差數學模型,并分析了主軸與進給軸之間熱誤差耦合與解耦過程,建立了主軸與進給軸之間的耦合模型,利用模糊聚類方法對溫度測點進行優化,選取熱敏感點典型溫度變量,降低了溫度變量之間多重共線性的問題,提高了熱誤差模型的預測精度。最后,將建好的主軸與進給軸耦合模型嵌入 PLC中,在浙江海德曼機床廠生產的 HTC550/500 系列車床上得到實際應用,并且進行批量生產,機床在不同溫度下的定位精度得到明顯的提高,也為后期機床熱誤差的研究工作提供了重要依據。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

