控")



摘 要:FANUC PMC 是內(nèi)置于數(shù)控機床 CNC、用來執(zhí)行數(shù)控機床順序控制的可編程控制器,是數(shù)控系統(tǒng)的重要組成部分,更是數(shù)控機床故障診斷的關(guān)鍵所在。闡述了 PMC 的主要功能,并通過幾個實例說明了數(shù)控 PMC 在機床故障診斷與維修中的方法與技巧。
關(guān)鍵詞:數(shù)控機床;FANUC PMC;CNC;故障診斷
FANUC 數(shù)控系統(tǒng)以其高質(zhì)量、低成本、高性能的特點,得到了廣大用戶的認(rèn)可,這與 FANUC系統(tǒng)內(nèi)嵌強大、易用的 PMC 功能有著密不可分的關(guān)系。CNC 包括數(shù)控系統(tǒng)的硬件和軟件,與 CNC系統(tǒng)相連的外圍設(shè)備有顯示器、MDI 面板等;PMC是內(nèi)置于數(shù)控機床 CNC 中的編程控制器;MT 包括機床機械部分及其液壓、冷卻、潤滑等輔助裝置,機床操作面板,繼電器線路,機床強電線路等;X是由機床至 PMC 的輸入信號 (MT→PMC);Y 是由PMC 至機床的輸出信號 (PMC→MT);F 是由 NC至 PMC 的輸入信號 (CNC→PMC);G 是由 PMC 至NC 的輸出信號 (PMC→CNC)[1],見圖 1;不難看出 PMC 在整個數(shù)控機床控制中的意義。
1、 PMC 的主要功能
PMC作為數(shù)控系統(tǒng) CNC 和機床外圍硬件 MT 之間的轉(zhuǎn)換電路,是數(shù)控系統(tǒng)的信息交流中心,完成數(shù)控機床的邏輯動作控制,主要功能[2-3]如下:
1)對機床控制面板的各個按鍵、旋鈕輸入信號進(jìn)行編譯處理,以控制數(shù)控系統(tǒng)的運行狀態(tài)。
2) 完成輔助功能 (M,S,T) 指令譯碼,對輔助功能的接口信號進(jìn)行編譯處理,將它轉(zhuǎn)換成相應(yīng)控制指令,通過它與其他狀態(tài)的邏輯運算控制機床運行。如刀具交換、冷卻啟停及工作臺交換等

圖 1 PMC 信號地址
3) 機床外部輸入、輸出信號的控制,將機床側(cè)的各類開關(guān)信號送入 PMC,經(jīng)邏輯運算后,將運算結(jié)果送入輸出口,控制機床側(cè)的動作,如液壓系統(tǒng)的啟停、刀庫、機械手等。
4)控制主軸和伺服進(jìn)給驅(qū)動裝置的使能信號,以滿足伺服驅(qū)動的條件,控制機床的運行。這些輸入輸出信號中,任何一個信號都有可能引起機床故障。因此掌握 PMC 類故障的診斷與排除方法就非常重要。
2 、利用 PMC 進(jìn)行故障診斷與排除
2.1 直接運用 PMC 梯形圖進(jìn)行診斷
如河南機電職業(yè)學(xué)院的 1 臺 FANUC 0i mateTD 數(shù)控車床,在使用過程中發(fā)現(xiàn),更換 3 號刀時,刀架一直旋轉(zhuǎn),即使轉(zhuǎn)到 3 號刀位,刀架也不會停止,直到最后出現(xiàn)換刀超時報警;換其他刀位動作正常。
故障分析:通過分析數(shù)控車床換刀原理[4-5],知道換刀步驟如下:系統(tǒng)發(fā)出換刀指令,PMC 判斷當(dāng)前刀位號,發(fā)出刀架電機正轉(zhuǎn)信號,由霍爾元件判斷刀架電機是否轉(zhuǎn)至所需刀位,轉(zhuǎn)至所需刀位時,系統(tǒng)通過 PMC 發(fā)出刀架電機反轉(zhuǎn)信號,反轉(zhuǎn)延時時間到達(dá)后停止,換刀過程結(jié)束。故障現(xiàn)象中,其他刀位可以正常換刀,說明刀架電機及換刀時間設(shè)
置都沒有問題[6]。
故障排除:查找電氣原理圖發(fā)現(xiàn) 3 號刀的輸入信號地址為 X8.2。于是通過操作面板依次按 “SYS-TEM” “PMC” “PMCLAD”功能鍵,調(diào)出車床的PMC 控制梯形圖。輸入 X8.2,然后按 “SEARCH”鍵搜索車床換刀的 PMC 控制梯形圖 (見圖 2)。當(dāng)換 3 號刀位時,發(fā)現(xiàn)刀架轉(zhuǎn)至 3 號刀時 PMC 控制梯形圖中的 X8.2 沒有發(fā)生變化,說明 PMC 沒有收到 3 號刀的到位信息。經(jīng)檢測發(fā)現(xiàn) 3 號刀位的信號線被折斷,焊接后,換刀正常,故障排除。

圖2 部分換刀 PMC 控制梯形圖
2.2 直接運用 PMC 自診斷功能進(jìn)行診斷
PMC 具備很強的故障自診斷功能,可以利用機床側(cè)各檢測裝置反饋回來的信號和系統(tǒng)部分的狀態(tài)信號,經(jīng)過程序的邏輯運算后進(jìn)行自診斷。發(fā)現(xiàn)異常時,將該種異常的地址置為 1,并在報警顯示屏幕顯示相關(guān)信息,幫助查找和排除故障。如河南機電職業(yè)學(xué)院的 1 臺亞龍 YL-569 型 0imate TD 數(shù)控車床,在使用過程中發(fā)現(xiàn)急停,不能復(fù)位。
故障分析:觀察機床操作面板 LED 顯示器,沒有超程及其他報警信息。
故障排除:查找電氣原理圖,得知急停按鈕的輸入控制信號地址為 X8.4。于是通過操作面板依次按 “SYSTEM”“PMC”“PMCDGN”功能鍵 , 然 后 按“STATUS”鍵進(jìn)入信
號狀態(tài)顯示畫面,查找 X8.4 的狀態(tài); 發(fā)現(xiàn)其狀態(tài)為 “0”,證明 PMC 沒有信號輸入輸出。查找電氣控制原理圖 (見圖 3),發(fā)現(xiàn),在 24 V 直流電源和 KA10 繼電器常開觸點 16 和 17 之間應(yīng)該有斷路的地方,通過萬用表測量,發(fā)現(xiàn) XT2:14 的 24 V 線頭脫落,接好之后,故障排除。
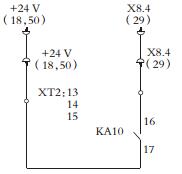
圖 3 急停鈕 X8.4 輸入控制電路
2.3 運用 PMC 的 TRACE 功能進(jìn)行診斷
如河南機電職業(yè)學(xué)院的 1 臺亞龍 YL-569 型 0imate TD 數(shù)控車床,在進(jìn)行換刀實訓(xùn)時發(fā)現(xiàn) 2 號刀位剛開機時可以正常換刀,過一段時間就不能正常換刀,關(guān)機停一段時間再開機,又恢復(fù)正常,再過一段時間又出現(xiàn)上述故障。
如河南機電職業(yè)學(xué)院的 1 臺亞龍 YL-569 型 0imate TD 數(shù)控車床,在進(jìn)行換刀實訓(xùn)時發(fā)現(xiàn) 2 號刀位剛開機時可以正常換刀,過一段時間就不能正常換刀,關(guān)機停一段時間再開機,又恢復(fù)正常,再過一段時間又出現(xiàn)上述故障。
故障分析:對上述情況分析,認(rèn)為刀架電機沒有問題,可能是 2 號刀對應(yīng)信號線接觸不良。故障排除:根據(jù)機床電氣控制原理圖,找到 2號刀對應(yīng)輸入地址為 X8.1。檢測對應(yīng)線路及信號線,沒發(fā)現(xiàn)問題。于是使用 PMC 的 TRACE (追蹤)功能,跟蹤畫面發(fā)現(xiàn) X8.1 的狀態(tài)有時為 1,有時為0,說明 X8.1 有時有信號,有時沒有信號。對照電氣原理圖仔細(xì)檢查,發(fā)現(xiàn)與 2 號刀對應(yīng)的中間繼電器觸點有問題,更換中間繼電器后故障排除。
3 、結(jié)束語
綜上所述,PMC 類故障排除的關(guān)鍵是數(shù)控機床的維修人員必須熟悉數(shù)控機床基本結(jié)構(gòu)、控制原理及 PMC 控制程序;在進(jìn)行故障分析時,一定要了解機床的相關(guān)操作信息及故障維修記錄,更要清楚 PMC 的輸入輸出信號地址及相關(guān)參數(shù)的設(shè)置等[7];同時也要做好每次的故障維修記錄和總結(jié),即可以積累經(jīng)驗,也為以后解決同類故障提供參考。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)