



零件加工過程機床運行數據在線監測方法研究
2020-6-23 來源: 西京學院機電技術系 作者:趙慧娟
摘要: 工件加工過程機床的位置信息是研究切削參數與工件加工品質映射關系的重要數據之一。以Sinumerik 802D數控系統為例,研究了零件加工過程機床運行數據( 機床各軸實時位置、主軸轉速以及進給速度) 的在線采集方法,首先設計了數據采集整體方案,然后設計了信號轉換模塊與在線監測系統,詳細描述了數據獲取流程,實現了零件加工過程機床運行數據的在線實時獲取。
關鍵詞: 數控系統; 在線監測; 信號轉換; 數據采集
傳統的機械加工技術通常根據工人的經驗或機床 操作使用手冊選擇加工參數,整個加工過程采取開環控制,往往只關心加工結果,不關心加工過程,致使加工設備的潛能不能很好的利用,由此導致加工效率較低,加工成本較高。數字化加工技術的推進,使得工件的加工精度和加工效率不斷提高。
隨著智能加工的提出和發展,工件的加工過程不斷的受到人們的重視,很多的優化算法逐漸的運用到加工過程中,然而,絕大多數的優化算法都是在加工之前通過理論建模或者計算機仿真進行,忽視了加工過程的時變性。實際的加工過程通常具有復雜多變的特性,僅僅通過加工前的優化無法得到最優結果。
智能加工技術要求工件的加工逐步實現全過程的在線監測與調控,對整個加工過程進行閉環控制[1-2]。近年來很多學者都致力于數控機床通訊方面的研究。王志成3]等人設計一種現場總線可靠通信機制,建立數控系統通信可靠性評價的指標,并通過概率統計方法,對該機制的可靠性進行數學分析。楊斌[4]等人設計了一個能夠遠程檢測數控機床的運行狀態在線檢測系統。涂芬芬[5]等人為了實現通過個人電腦控制機床運行,開發了一套可用于多軸數控機床運動控制的主-從式控制系統。周勝凱[6]等人設計了一種開放式數控系統。為了實現數控系統參數在個人電腦端的可視化,吳慧杰[7]等人提出一種數控系統人機界面二次開發設計方法,能夠根據用戶的需求進行定制設計。蔣明柯[8]等人為了在 ARM 與 DSP 之間進行通訊,設計了一種專用的串行通訊協議。提高了數據傳輸的效率與可靠性。
這些方法的研究和應用都是研究機床數據的備份和故障的診斷,減少了機床故障和維修時間。在線監測是實現智能加工的前提,然而所謂在線監測就是采用相關的手段采集工件加工過程的機床運
行數據( 如機床位置、主軸轉速以及進給速度) 和切削物理數據( 如切削力、切削熱、加工振動等) 等真實數據。
綜合分析加工結果與在線監測數據,可以得到導致非正常加工結果的真實原因,并對加工過程優化,對獲得高品質工件具有重要的意義。萬海波[9]等人通過對振動信號進行傅里葉變換和頻譜分析,開發了一套機床主軸振動在線檢測系統。王明微[10]等人研究了貝葉斯網絡學習方法,提出一種在線檢測零件加工表面粗糙度的方法。劉雄[11]等人為了對加工過程進行控制和補償,針對開放式數控系統研究了加工數據實時采集方法。張高尉[12]在西門子 840D 數控系統機床上,開發了數控機床狀態檢測系統。然而,現有的方法不能夠在加工過程實時的監測機床的位置信息,使得工件加工過程無法與工件具體的位置對應。
本文以西門子 Sinumerik 802D 數控系統為研究實例,研究了機床運行數據在線監測方法,開發了與之配套的在線監測系統,實現機床運行數據的在線實時獲取,并進行存儲。
1 、數控機床在線監測系統總體設計
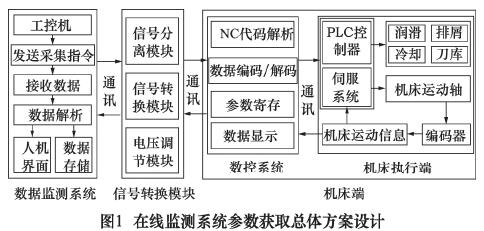
數控系統作為數控機床的控制中樞,通過解析數控代碼直接控制伺服系統,伺服電動機按照數控程序的意圖驅動機床各運動軸運行,實現工件的加工。伺服系統自身構成閉環回路實現精確控制,其次,數控機床的每一個運動軸都通過編碼器或光柵尺與機床數控系統構成大閉環。數控系統通過對編碼信號解析,得到機床運行的位置、度以及加速度信息并存儲于寄存器中。然而,目前絕大多數的數控系統沒有給用戶提供寄存器數據讀取接口,需要用戶自己開發。
為了讀取數控系統寄存器中實時參數,本文設計了如圖 1所示的總體方案。根據通訊協議,工控機端的數據在線監測系統與信號轉換模塊進行通訊,信號轉換模塊與機床數控系統進行通訊,最終實現機床運行數據的在線采集、顯示與存儲。
1.1監測系統
在線監測系統安裝并運行于工控機上,負責整個加工過程的監測、顯示與存儲,其中工控機的通訊接口為 RS232 串行通訊模塊。首先,根據采集變量定義指令代碼,具體如表 1 所示。
表 1 參數獲取指令代碼表
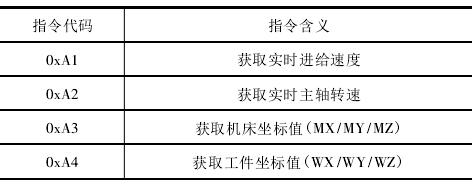
進行數據采集時,在線監測系統根據參數指令代碼表通過工控機的通信模塊向信號轉換模塊發送參數采集指令; 當在線監測系統接收到工控機通訊模塊發回的數據之后,對數據進行解析和顯示,同時將采集數據存放于寄存器中,當數據采集結束后,對數據進行保存。
1. 2 信號轉換模塊
由于工控機的常備通信信號與 802D 數控系統的通信接口不匹配,工業控制計算機常備通信接口為RS232 串行通信接口,而數控系統的通信接口則是24V 的 IO 并行接口,因此,設計信號轉換模塊,將工控機與數控系統之間的數據指令格式進行轉換,使之成為能夠被相互識別的有效信號,從而實現工控機與數控系統之間的相互通信。
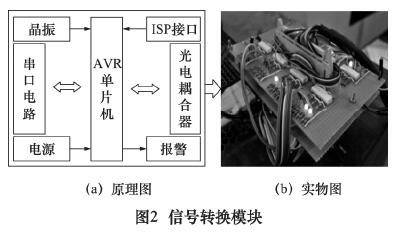
信號轉換模塊主要包括電壓調節、信號分離、信號轉換三個模塊以及 RS232 和 ISP 兩個接口。其中電壓調節模塊由數控系統供電,起降壓和穩壓的作用; 信號分離模塊是采用光電耦合器對工況機和數控系統的信號進行隔離,避免兩個系統之間信號相互干擾; 信號轉換模塊主要包括一個 AVR 微控制器和外圍電路,主要負責數據的運算和傳輸。RS232串口電路與工控機 RS232 連接,
ISP 接口與數控系統I -O 接口連接。
信號轉換模塊原理圖與實物圖如圖2 中 a 和 b 所示。
查詢 802D 數控系統調試手冊可得本文所采集變量在數控系統中的寄存地址如表 2 所示。
表 2 變量地址表
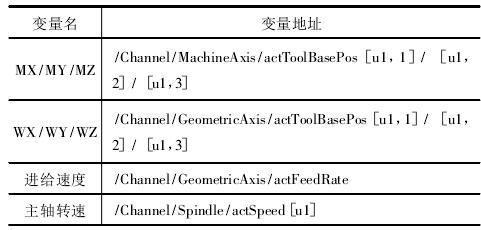
信號轉換模塊的微控制器收到在線監測系統發送的參數獲取指令后,根據數控系統中的變量地址讀取寄存器中的變量值。從數控系統讀取的數據經過信號分離模塊口進入信號轉換模塊,經數據格式轉換后經RS232 接口發送到工控機端的在線監測系統。
1. 3 數據獲取流程
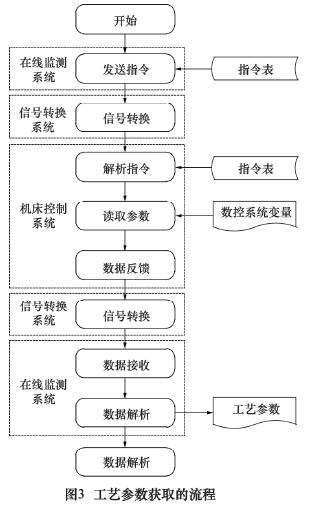
本文所提出的在線監測系統數據實時采集流程如圖 3 所示,具體可分為 7 個步驟:
( 1) 發送指令。在數據采集之前,由操作者在在線監測系統中設定采樣頻率和采樣精度,并點擊開始。在線監測系統發送數據采集請求指令,指令通過RS232 通訊口傳送到信號轉換模塊。
( 2) 信號轉換。信號轉換模塊接收到在線監測系統通信模塊發送的數據請求指令后,將其轉換為數控系統可以識別的并行數字信號,并將其繼續傳送到數控系統中。
( 3) 指令解析。數控系統接收到信號轉換模塊發送來的指令后,通過指令表,解析指令的含義,確定需要讀取的參數。
( 4) 讀取參數。根據變量地址表,在數控系統寄存器中讀取相應的數據。
( 5) 數據反饋。將讀取到的數據發送給信號轉換模塊。
( 6) 信號轉換。信號轉換模塊接收到數控系統的數據后,將其轉換為工控機可以接收識別的串行數字信號,并將其繼續傳送到工控機的通信模塊中。
( 7) 接收數據。在線監測系統通過其通信模塊獲取得到加工過程中當前的工藝參數,并進行顯示與存儲。
2 、在線監測系統界面設計
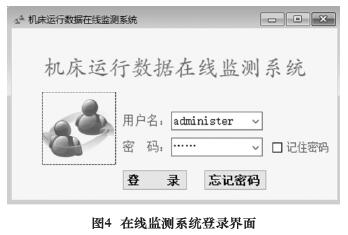
為了更加直觀地觀察加工過程的數據,本文設計了機床數據在線監測系統人機界面。為了方便管理在線監測系統的使用,設計了在線監測系統登錄窗口,用戶通過用戶名和登錄密碼登錄系統,不同的操作人員分配不同的用戶名和登錄密碼,機床登錄界面信息如圖 4 所示。
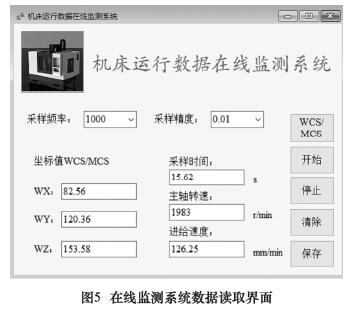
用戶在再圖 4 所示的機床信息登錄界面中輸入用戶名和登錄密碼即可進入如圖 5 所示的在線監測系統界面。進入在線監測系統后,首先根據需要設置采樣頻率和采樣精度,然后點擊開始,在線監測系統便開始以固定的采樣頻率從數控系統采集機床運行數據。數據采集結束后,點擊保存按鈕,系統將彈出數據保存窗口,根據需要選擇數據格式( . xls 或 . txt) 與數據存儲位置,實現數據的存儲。
采集數據可用于后續分析使用。
3 、結語
本文以配有西門子 Sinumerik 802D 數控系統的數控機床為例,研究了數控機床運行數據在線獲取方法。為了數據的傳輸,設計了信號轉換模塊和人機界面,實現了數控機床數據的在線實時讀取和存儲。采用本文提出的工件加工過程在線監測系統能夠在線實時監測工件加工時機床的運行數據,所采集的數據為工件的真實加工數據,為研究優化工件加工工藝參數與工件加工品質映射關系,現智能加工技術提供了技術基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

