



數控系統CNC無法直接上電的原因分析與處理
2022-10-14 來源:昌河飛機工業(集團)有限責任公司 作者:林超青
摘要:一臺中捷VMC2180機床配置的是FIDIA C2數控系統,該機床在每次開機運行過程中都要進行系統初始化操作,否則系統的CNC就無法上電,機床無法運行,但是上電完成后機床能夠正常運行加工,該故障給操作帶來極大的不便和風險,因此需要對該問題進行分析研究,以保證正常運行。由于該故障發生在CNC上電階段,上電完成后機床正常運行,這樣給問題的解決帶來極大的困難,本文就該問題進行分析和探討。
1.故障現象
一臺中捷VMC2180三坐標立式加工中心進入數控系統后CNC無法直接上電,每次都要進行系統初始化或進入數控系統前進行一次系統加載才能上電,機床無法正常上電使用。
2.故障原因分析及處理過程
數控機床系統CNC無法上電的原因比較多,機床輸入信號問題、機床硬件損壞、軟件問題、操作系統問題、通訊傳輸故障等,都可能導致數控系統CNC無法上電,具體原因需要按現場情況具體分析、測試和判斷。
(1)外部輸入條件不滿足,導致系統無法上電該中捷VMC2180機床大修完成后,開機進入數控系統后CNC無法直接上電,但是每次進行系統初始化或進入數控系統前進行一次系統加載機床又能夠上電。由于該機床剛剛進行過大修,機床部件、電氣電纜等都有重新安裝調試,如果外部接線有問題或設置不對就有可能導致系統數據出錯,系統無法啟動。
(2)機床超程信號不對導致機床無法上電開機進入系統后系統出現如圖1報警提示,同時安全繼電器運行顯示燈不亮。
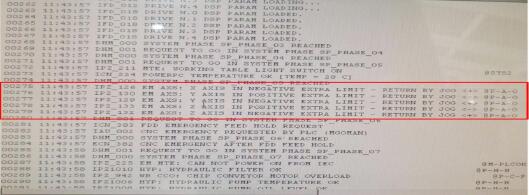
圖1 開機報警信息
報警信息顯示,機床由于X、Y、Z的正負限位報警導致伺服FDD急停進給保持,檢查機床X、Y、Z的正負限位信號,發現狀態均為1狀態,I/O輸入指示燈全亮。為驗證是否是機床限位開關信號接反導致機床處于急停狀態,因此把X、Y、Z的正負限位信號從I/O輸入模塊斷開,使正負限位信號輸入為零,重新啟動機床進行測試,發現報警信息沒有變化,系統依舊無法上電,同時安全繼電器顯示燈不亮(見圖2)。
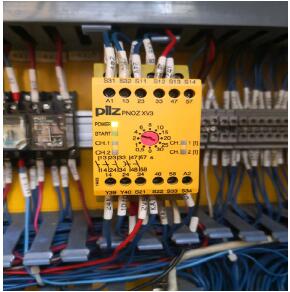
圖2 安全繼電器
查看機床的PLC,發現機床PLC的邏輯是對X、Y、Z的正負限位信號取高電平,輸入信號為1時是正常狀態,因此可以認為機床的急停不是由于機床X、Y、Z的正負限位信號導致。
(3)外部輸入信號不對導致機床無法上電由于數控系統進行系統初始化或PCLOAD加載后,系統能夠上電并正常運行,對比初始化前和初始化后的輸入輸出狀態(見圖3、圖4)。

圖3 系統初始化前的I/O狀態

圖4 系統初始化后的I/O狀態
從圖3和圖4系統初始化前后的I/O狀態可以看出,機床的輸入信號及狀態沒有變化,只是輸出信號有變化,系統初始化前沒有輸出信號,但是初始化后系統PLC已經有五個輸出信號(CUD模塊,紅色指示燈),因此可以認為機床無法上電的故障不是由于外部輸入信號異常或外部硬件損壞導致,因為初始化前后輸入信號沒有變化。
(4)機床接線不良導致機床無法上電機床進行系統后擰鑰匙開關系統沒有任何反應,對CNC,PLC進行RESET復位,系統也沒有任何反應,安全繼電器的運行指示燈始終不亮(見圖5)。
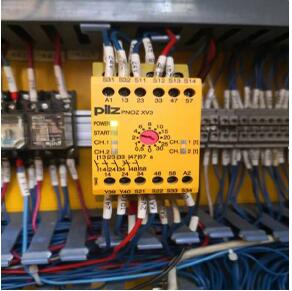
圖5 系統初始化前的安全繼電器狀態
檢查安全繼電器的運行條件,條件如下圖6所示,該繼電器的運行條件主要有四組:S11與S12、S21與S22、S31與S32、S33與S34四組信號。其中S33與S34是上電使能信號,S21與S22、S31與S32是刀庫急停信號,S11與S12由中間繼電器KA5和KA6控制,只有KA5、KA6得電S11與S12才能閉合。

圖6 安全繼電器接線圖
檢查S33與S34上電使能信號,發現該信號是由斯通上電使能開關控制,用萬用表測試發現,上電使能開關能正常閉合,因此可以認為故障不是由于上電開關接觸不良導致。
S21與S22及S31與S32,該信號是有刀庫急停控制,用萬用表測試發現,刀庫急停開關正常閉合,因此可以認為故障不是由于刀庫急停開關接觸不良導致。
S 1 1 與 S 1 2 由 K A 5 、 K A 6 控制,其中KA6是由PLC輸出信號DUEXRE(超程釋放信號)控制,KA5是由PLC輸出信號DUPLCK(PLC準備好)控制,因此S11與S12開關無法閉合,安全繼電器無法上電。
通過PLC程序得到,DUEXRE信號在機床開機后PLC無條件給出,并沒有其余關聯邏輯條件,而輸出信號DUPLCK是由DIPLCK控制,DIPLCK接在KA6的常閉出點1和9上,也就是機床開機CNC沒有上電前該信號就應該有,但是通過觀察輸入信號指示燈,發現該信號沒有。進一步檢查電氣線路,發現KA6的1觸點懸空,沒有接24V,與圖紙不符,用線給1觸點接上24V后(見圖7),該信號得電,CNC上電后信號燈滅,與圖紙邏輯相符。但是DIPLCK正常后,系統CNC依舊無法上電,DUEXRE和DUPLCK依然沒有輸出。因此可以認為DUEXRE和DUPLCK信號沒有輸出不是由于外部信號導致。

圖7 KA6常閉點引入24V
為進一步確認系統CNC無法上電是否是由安全繼電器引起,可以將該繼電器的S11與S12、S21與S22、S31與S32、S33與S34四組信號全部短接(見圖8),是該繼電器的運行條件滿,測試CNC能否上電。

圖8 安全繼電器短接運行
把四組信號短接后,安全繼電器的四個指示燈亮,理論上應該已經滿足系統上電要求,但是復位CNC后,系統CNC依舊無法上電,關機重啟故障顯現沒有任何變化,因此可以認為,故障不是由安全繼電器造成。
(5)CNC無法上電是由操作系統或數控系統軟件故障引起為檢查CNC無法上電是否由數控系統軟件或參數缺陷引起,于是把該機床的CUSTOM和CNC文件更換成出廠備份文件,但是故障依舊,因此可以認為故障不是由CUSTOM和CNC文件或參數數據丟失導致。
而在進行數控系統和操作系統測試時發現,操作系統的文件無法用鼠標右鍵打開,只能使用“打開”按鈕打開,同時在使用伺服驅動調試軟件BRUCO時,該軟件無法打開,MCLTR.DLL文件丟失;用輸入輸出工具導入數據時,殺毒軟件也對該硬盤發出有病毒報警,對該硬盤進行病毒查殺,發現有大量的各式病毒。軟件中病毒后會導致軟件內部數據紊亂、文件丟失,數控系統軟件運行的時序錯亂,系統無法上電。由于無法對該硬盤進行徹底的病毒查殺,殺毒軟件進行病毒查殺時會把大量的數控系統文件判定為病毒軟件而刪除導致數控系統無法啟動。
針對這種情況,于是使用全新的硬盤把WINDOWS系統和數控系統重裝并激活,機床參數文件使用系統廠商的原始備份數據,確保系統沒有病毒。
系統安裝完成并激活后,機床上電測試發現,操作系統的文件能用鼠標右鍵正常打開,用伺服驅動調試軟件BRUCO也能正常使用,因此可以認為由于病毒造成的問題已經解決。雖然系統經過重裝后,病毒問題解決,但是機床進行上電測試后發
現,故障現象依然沒有任何變化,因此可以認為CNC無法上電的故障不是又操作系統或數控系統內部文件丟失或病毒導致。
(6)CNC無法上電是由數控系統、伺服驅動及I/OLUX之間的通訊傳輸故障引起FIDIA系統的數控系統、伺服驅動及I/OLUX之間的傳通訊是通過FFB現場總線進行數據交換,如果該傳輸鏈路出現故障,就會導致機床在上電過程中數據紊亂或丟失,CNC無法上電,要對CNC數據進行初始化,消除出現的錯誤或紊亂以恢復正常。
對該鏈路的FFB總線進行檢查,并重新插拔安裝,總線沒有發現問題,機床再次進行測試,故障現象沒有變化。
在進行上一系列步驟和測試都沒有發現故障原因后,再次研究系統初始化前后各模塊的狀態,發現FFB傳輸鏈路上的CC10模塊有細微差別,系統初始化后該模塊的L2燈變紅并閃爍(見圖9),初始化前L2燈不亮。通過對該模塊的資料進行分析,發現L2燈閃爍表示該鏈路在進行數據采樣或數據通訊傳輸,CC10模塊是I/O模塊與FFB總線模塊的接口模塊,如果模塊出現問題,就會導致采樣、傳輸中斷,I/O輸出模塊沒有輸出,導致系統的PLC輸出指令無法到達輸出模塊,造成故障,系統CNC無法上電。

圖9 CC10模塊的L2燈閃爍
更換CC10模塊后,機床上電測試發現,各模塊狀態正常,CC10的L2燈閃爍,表明采樣、數據傳輸通訊正常,CNC能夠正常上電,不用進行系統初始化,故障消除。
3.結論
數控系統的CNC不能正常上電原因非常多,特別是系統初始化后CNC又能正常上電運行,處理難度很大,需要對機床的電氣系統,數控系統的軟硬件分別進行測試,逐一排除可能的因素,才能最終找到故障原因,消除故障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

