控")



多軸數(shù)控系統(tǒng)在曲面加工中的應用
2023-8-15 來源: 廣西玉林農(nóng)業(yè)學校 作者:譚偉美 劉燕萍 凌海全
摘要 :該文在齊次坐標的形式下,推導了平移矩陣和旋轉(zhuǎn)矩陣,對多軸聯(lián)動系統(tǒng)任意關節(jié)處的位置和姿態(tài)變化進行數(shù)學建模。基于比較器組件、計數(shù)器組件和生成器組件構(gòu)建了反饋形式的 RTPA 算法,用于多軸聯(lián)動數(shù)控系統(tǒng)加工過程中的實際控制,并對采樣頻率的影響進行了分析。最后以曲面仿真加工為例進行試驗研究,試驗結(jié)果表明 :在 RTPA 算法的控制下,多軸聯(lián)動數(shù)控系統(tǒng)可以有效地完成曲面加工。
關鍵詞 :多軸聯(lián)動 ;數(shù)控系統(tǒng) ;曲面加工 ;RTPA 算法
制造業(yè)的集成化水平、自動化水平,已經(jīng)成為衡量一個國家科技實力的重要標準。我國是制造業(yè)大國,涵蓋了世界上絕大多數(shù)的機械加工門類 [1],其中的數(shù)控技術和數(shù)控系統(tǒng)發(fā)揮了非常重要的作用。對各種復雜類型的機械加工任務,只有具備更多軸數(shù)聯(lián)動的數(shù)控加工技術和方法,才能更高效率地將其完成 [2]。因此,多軸聯(lián)動數(shù)控系統(tǒng)的設計以及多軸聯(lián)動的數(shù)控加工方法已經(jīng)成為判斷機械加工制造行業(yè)競爭力的核心內(nèi)容 [3]。目前,我國在 5 軸及 5 軸以上的聯(lián)動數(shù)控系統(tǒng)研制和數(shù)控加工方法方面與世界先進水平存在一定差距,這也成為制約我國機械加工行業(yè)深度發(fā)展的瓶頸問題。為此,該文以 5 軸聯(lián)動的數(shù)控系統(tǒng)為研究對象,通過數(shù)學模型分析和控制過程研究,給出其在曲面加工中的具體應用。
1、多軸數(shù)控系統(tǒng)位姿的數(shù)學模型
多軸聯(lián)動的數(shù)控系統(tǒng),其控制功能和加工效果實現(xiàn)的關鍵在于位置和姿態(tài)的準確刻畫與合理動態(tài)連接。為此,該文先以齊次坐標的形式對多軸聯(lián)動數(shù)控系統(tǒng)的位置和姿態(tài)進行數(shù)學建模。
多軸聯(lián)動數(shù)控加工系統(tǒng)一系列動作的完成,在三維空間中表現(xiàn)為各個關節(jié)、各個軸的旋轉(zhuǎn)運動和平移運動的累加效果。因此,要從數(shù)學角度刻畫多軸聯(lián)動數(shù)控系統(tǒng),就依賴于對旋轉(zhuǎn)矩陣和平移矩陣的刻畫。
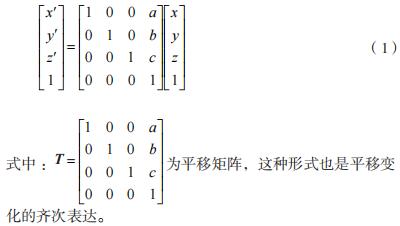
如果空間中任意一點 A,通過平移變換變成 A' 點的位置,并且它在 x、y、z 這 3 個坐標軸上分別平移了 a、b、c個單位,那么存在如公式(1)所示的平移關系。
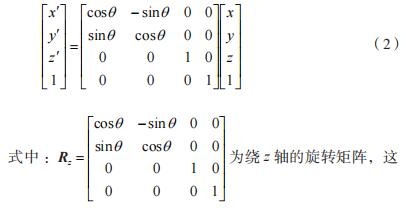
如果空間中任意一點 A,通過旋轉(zhuǎn)變換變成 A' 點的位置,并且它繞 z 旋轉(zhuǎn)的角度為 θ,那么存在如公式(2)所示的旋轉(zhuǎn)關系。
同理,還可分別得到任意一點繞 y 軸和繞 x 軸的旋轉(zhuǎn)矩陣,以及這 2 個矩陣的齊次表達。進一步推廣這個做法,可以得到任意一點繞空間任意軸線的旋轉(zhuǎn)矩陣,它也將體現(xiàn)為繞 x、y、z 軸做旋轉(zhuǎn)運動的組合形式。得到了空間任意一點位置變化的平移矩陣和旋轉(zhuǎn)矩陣,就可以建立這一點位置變化的數(shù)學模型。這樣的思路同樣適用于空間任意一個坐標系和空間任意一個物體。多軸聯(lián)動的數(shù)控加工過程就是承擔加工任務的操作端,進行多個平移運動和繞多個軸線做旋轉(zhuǎn)運動的組合效果。
假設多軸聯(lián)動系統(tǒng)的末端操作裝置的位置變換如圖 1所示。如圖 1 所示,多軸聯(lián)動系統(tǒng)的末端操作裝置一共進行了2 次變換,一次是分別沿 x 軸和 y 軸進行了 2 次平移運動,一次是繞 z 軸做了 90°的旋轉(zhuǎn)。
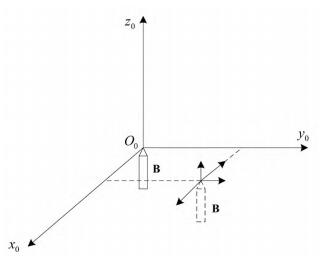
圖 1 多軸聯(lián)動系統(tǒng)的末端操作裝置的位置變換
可見,有了上面的建模方法,就可以對多軸聯(lián)動系統(tǒng)任意關節(jié)、任意動作進行平移運動和旋轉(zhuǎn)運動的組合描述。
2、多軸數(shù)控系統(tǒng)的加工過程控制
能夠通過數(shù)學模型對多軸聯(lián)動的數(shù)控系統(tǒng)進行描述以后,如何設定數(shù)控程序,讓系統(tǒng)按照既定的路線完成加工任務,是整個數(shù)控過程的難點。該文為多軸聯(lián)動數(shù)控系統(tǒng)的加工過程設計了一個具有較好實時性的脈沖控制算法,簡稱 RTPA(Real time pulse algorithm)算法。
數(shù)控加工的過程一般是通過插補算法來實現(xiàn)和完成的,而數(shù)控加工中的每個軸的控制是根據(jù)步進電機的脈沖來實現(xiàn)的,這就需要形成插補過程和脈沖生成時序之間的對應關系。但是,傳統(tǒng)的根據(jù)脈沖頻率進行插補過程的設計的實時性并不理想。為此,該文從 V-F 變換算法(電壓 - 頻率)的角度出發(fā),設計了一個新的具有更好實時性的脈沖生成算法。通過這個算法所產(chǎn)生的脈沖序列可實現(xiàn)對多軸聯(lián)動數(shù)控系統(tǒng)更有效的控制。
這個算法使用了比較器組件、計數(shù)器組件和生成器組件共同產(chǎn)生具有較好實時性的脈沖序列,其算法的原理框圖如圖 2 所示。
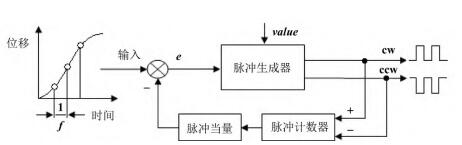
圖 2 多軸聯(lián)動系統(tǒng) RTPA 控制算法的原理框圖
根據(jù)圖 2 可知,多軸聯(lián)動系統(tǒng)某一關節(jié)或末端裝置的位移經(jīng)過采樣以后作為 RTPA 算法的輸入,采樣頻率是 f。采樣位移值輸入以后,與反饋支路上根據(jù)脈沖計數(shù)器形成的脈沖當量進行比較,二者比較之后的差異進入脈沖生成器作為脈沖序列產(chǎn)生的判斷依據(jù)。脈沖生成器會形成 2 個輸出,分別是正向脈沖和反向脈沖,這也分別對應于步進電機的正轉(zhuǎn)和反轉(zhuǎn)。
對脈沖生成器產(chǎn)生正向脈沖還是反向脈沖的判斷,取決于輸入與反饋支路比較的累積誤差和設定域值(value)之間的比較,比較規(guī)則如下。規(guī)則一:如果輸入與反饋支路比較的累積誤差之和大于設定域值,則脈沖生成器生成正向脈沖并輸出。規(guī)則二:如果輸入與反饋支路比較的累積誤差之和小于設定域值的相反數(shù),則脈沖生成器生成反向脈沖并輸出。
決定該文算法的關鍵參數(shù)還有位移作為輸入前的采樣頻率 f。為了判斷采樣頻率 f 對 RTPA 算法性能的影響,該文分別設置采樣頻率為 5 kHz 和 20 kHz,繪制其位移響應曲線和速度響應曲線,結(jié)果如圖 3 所示。
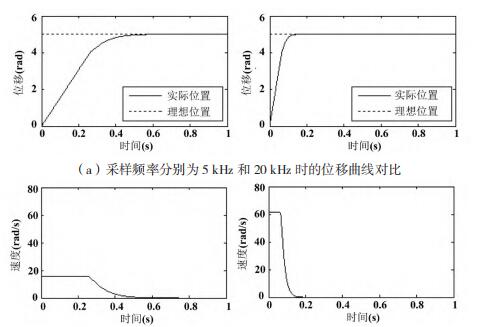
圖 3 采樣頻率對多軸聯(lián)動系統(tǒng)算法性能的影響
圖 3(a)圖左側(cè)代表了采樣頻率為 5kHz 時 RTPA 算法的位移響應曲線,右側(cè)代表了采樣頻率為 20kHz 時 RTPA算法的位移響應曲線 ;圖 3(b)圖左側(cè)代表了采樣頻率為20kHz 時 RTPA 算法的速度響應曲線,右側(cè)代表了采樣頻率為 20kHz 時,RTPA 算法的速度響應曲線。
從圖 3(a)可以看出,采樣頻率越大,采樣周期越小,RTPA 算法的位移響應速度越快。從左、右圖的對比可以看出,采樣頻率為 5kHz 時,RTPA 算法的位移響應經(jīng)過 0.58s,多軸聯(lián)動系統(tǒng)的實際位移才能和理想位移吻合 ;采樣頻率為 20kHz 時,RTPA 算法的位移響應經(jīng)過 0.16s,多軸聯(lián)動系統(tǒng)的實際位移就和理想位移吻合。這表明,采樣頻率為20kHz 時的位移響應比采樣頻率為 5kHz 時的位移響應足足快了 0.42s。
從圖 3(b)可以看出,采樣頻率越大,采樣周期越小,RTPA 算法的速度曲線響應越快。從左、右圖的對比可以看出,采樣頻率為 5 kHz 時,RTPA 算法的速度響應經(jīng)過 0.5 s,多軸聯(lián)動系統(tǒng)的實際速度才能和理想速度吻合;采樣頻率為 20 kHz時,RTPA 算法的速度響應經(jīng)過 0.13 s,多軸聯(lián)動系統(tǒng)的實際速度就和理想速度吻合。這表明,采樣頻率為 20 kHz 時的速度響應比采樣頻率為 5 kHz 時的速度響應足足快了 0.37 s。
3、多軸數(shù)控系統(tǒng)的曲面加工仿真試驗
在前面的工作中,分別針對多軸聯(lián)動數(shù)控系統(tǒng)進行了位置姿態(tài)建模和 RTPA 控制算法設計,并通過關鍵參數(shù)的影響分析確定了多軸聯(lián)動數(shù)控系統(tǒng)的有效控制策略。接下來將進行仿真試驗,以驗證該文所提出的多軸聯(lián)動系統(tǒng)的 RTPA 算法控制性能。仿真試驗選擇曲面加工作為多軸聯(lián)動數(shù)控系統(tǒng)的加工對象。曲面在各種加工單元中具有一定的復雜性,并且對控制算法有比較精細的要求。而整個曲面的加工完成是通過連續(xù)的曲線加工軌跡來完成的。該文要加工的曲面的仿真結(jié)果如圖 4 所示。
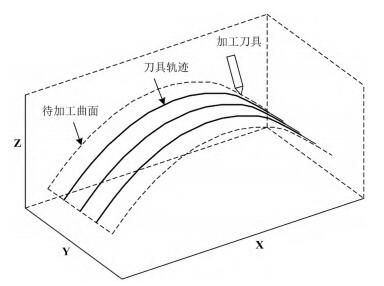
圖 4 該文要加工的曲面的仿真結(jié)果
從圖 4 可以看出,該文要加工的曲面是在 x 方向上形成軸向?qū)挾取⒃?y 方向上形成徑向?qū)挾鹊囊欢吻妫娴那拾霃絼t位于 z 軸方向。圖 4 中還給出了刀具的初始位置即起刀點,曲面上的平行曲線則表明在 RTPA 算法控制下的加工軌跡。
曲面的數(shù)控加工方法有很多種,例如基于軌跡生成參數(shù)的加工路線法、基于 CC 路徑的截面數(shù)據(jù)加工路線法以及基于路徑的截面加工路線法等。該文選擇了基于 CC 路徑的截面數(shù)據(jù)加工路線法,同時結(jié)合 Z 字形走刀完成加工。加工過程中,RTPA 算法在 x 軸方向上、y 軸方向上和 z軸方向上,根據(jù) RTPA 算法得到的位移和速度曲線的控制效果如圖 5 所示。
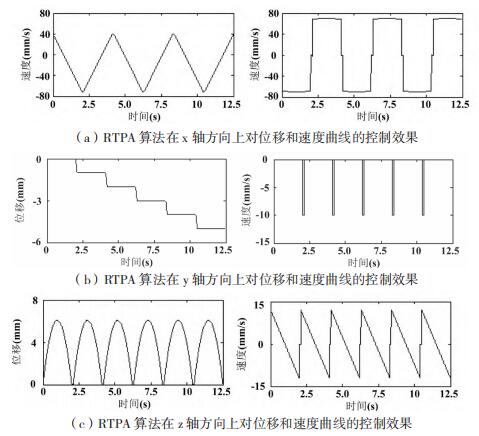
圖 5 RTPA 算法在 3 個方向上對位移和速度曲線的控制效果
從圖 5(a)中可以看出,RTPA 算法在 x 軸方向上對位移的控制形成了三角波的曲線形式。受到加工任務的限制,RTPA算法在 x 軸方向上的位移最大值為 0 mm,最小值接近 -150 mm的位置,位移曲線的三角波周期 4.17 s。RTPA 算法在 x 軸方向上對速度的控制形成了矩形方波的曲線形式,但因為加工過程的影響出現(xiàn)了一定的抖動。RTPA 算法在 x 軸方向上的速度最大值接近 80 mm/s,最小值接近 -80 mm/s,速度曲線的矩形方波周期 4.17 s。從圖 5(b)中可以看出,RTPA 算法在 y 軸方向上對位移的控制形成了階躍波的曲線形式。受到加工任務的限制,RTPA算法在 y 軸方向上的位移最大值為 0 mm,最小值接近 -6 mm的位置,位移曲線的階躍波周期 4.17 s。RTPA 算法在 y 軸方向上對速度的控制形成了脈沖波的形式。RTPA 算法在 y 軸方向上的速度最大值為 0 mm/s,最小值為 -10 mm/s,速度曲線的矩形方波周期 4.17 s。
從圖 5(c)中可以看出,RTPA 算法在 z 軸方向上對位移的控制形成了正弦半波的曲線形式。受到加工任務的限制,RTPA 算法在 z 軸方向上的位移最大值為 6.2 mm,最小值為 0 mm 的位置,位移曲線的正弦半波周期 2.08 s。RTPA算法在 z 軸方向上對速度的控制形成了鋸齒波的曲線形式。RTPA 算法在 z 軸方向上的速度最大值接近 15 mm/s,最小值接近 -15 mm/s,速度曲線的鋸齒波周期 2.08 s。
4、結(jié)論
該文對多軸聯(lián)動的數(shù)控系統(tǒng)進行了研究。首先,在齊次坐標的形式下,對多軸聯(lián)動系統(tǒng)任意關節(jié)處的位置和姿態(tài)變化進行數(shù)學建模,推導了平移矩陣和旋轉(zhuǎn)矩陣的產(chǎn)生過程。其次,基于比較器組件、計數(shù)器組件和生成器組件構(gòu)建了反饋形式的 RTPA 算法,用于多軸聯(lián)動數(shù)控系統(tǒng)加工過程中的實際控制,并對采樣頻率的影響進行了分析。最后,以曲面仿真加工為例進行了驗證性試驗,試驗結(jié)果表明 :該文采用的基于 CC路徑的截面數(shù)據(jù)加工路線法,同時結(jié)合 Z 字形走刀可以順利完成加工。同時,RTPA 算法在 3 個坐標軸方向上對位移和速度都進行了有效的控制。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)