


組合鏜床的電氣控制線路設計
2018-11-20 來源:沈陽機床股份公司戰略采購部 作者:閻誠 田苗
【摘要】所有機床都離不開電來控制,同時機床的動力系統也需要電來支持,組合鏜床也不例外,怎樣滿足組合機床設計要求,怎樣設計組合鏜床的電氣控制線路圖,將機床的電動機、主軸箱、控制系統進行控制,將機床電氣系統合理設計完成,需要設計機床的控制系統,完成軟件設計,一般機床選取 PLC 進行控制,相當于組合鏜床的核心。
【關鍵詞】組合機床設計要求;電氣控制線路圖;軟件設計
1、 組合機床設計要求
對于機床的一般設計要求是滿足客戶需求的前提下,使機床控制系統更全面,更方便,對于組合鏜床的設計要求首先從機械動力滑臺控制線路和液壓動力滑臺控制線路進行設計,它們兩者的進給設計上不一樣,對于組合鏜床來說,機械滑臺的控制系統中,動力頭的驅動比較靈活,電氣控制系統一般的控制方式分為行程控制、時間控制、壓力控制,圖 1 就是行程控制方式的典型實例。

對于圖 1 的控制方式進行分析:SQ1 和 SQ3 是組合機床一個動力頭的限位開關,SQ1 為原位開關,SQ3 為快進開關,同樣 SQ2 和 SQ4 為另一個的控制開關,SQ2 為原位開關,SQ5 負責控制左動力頭的工進,SQ6 負責控制另一個的工進。機床邏輯控制上:機床的邏輯控制上一般采用繼電器,但是在一些機床使用時候,需要對控制系統進行改變,繼電器的更改比較麻煩,需要贏接線,所以可編程控制系統的邏輯控制采用存儲邏輯的方式,只有輸入端和輸出端與外接線,不像繼電器需要大量的串、并聯,這種邏輯控制在更改時候只需要進行重新編寫控制指令,非常方便。
可靠性、維護性:采用 PLC 系統,PLC 屬于微電子技術,是通過半導體電路來完成的,所以PLC控制系統可靠性非常高,同時自身系統佩戴自檢和監控系統,可以將故障顯示給操作人員。
定時控制和計數控制:在 PLC 控制的機床中,需要有定時控制和計數控制,可編程控制系統中的定時控制系統采用的為半導體集成電路定時器。
2 、電氣控制線路圖
組合鏜床的電氣控制線路圖設計主要是通過 PLC 進行控制,控制上將主軸電機、進給電機、照明電路、冷卻電路進行合理搭配,交叉控制,電動機控制線路圖如圖 2。

圖 2 中的 M1 和 M2 為主軸電機,M3 和 M4 為快速電機和進給電機,KM1 和 KM2 為電動機 M1 和 M2 正傳電機控制線圈,KM3 和 KM4 為快速、進給電機的正轉控制線圈。
對于 PLC 控制的機床上,具有信號指示燈,電動機每產生一個動作都有相應的指示燈,組合鏜床的信號指示燈如圖3。
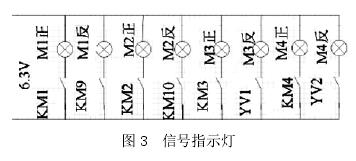
通過信號指示燈的線路圖可以看出主軸電機的反轉控制線圈為 KM9 和 KM10。
3 、軟件設計
對于組合鏜床的 PLC 軟件設計上的一般原則為:
(1)最大限度的滿足控制要求,要發揮可編程控制系統的功能,設計人員要對現場和操作者進行收集資料,盡最大程度的滿足控制要求;
(2)保證系統安全可靠,生產安全為第一位,所以可編程控制系統要能夠長期的、安全的運行,保證操作者的人身安全;
(3)簡單、經濟,雖然 PLC 控制為自動化控制,但是在設計上也要降低成本,操作簡單,操作者一目了然;
(4)適應發展的要求,設計者在設計時候要考慮今后的需求,可以做到在未來發展中進行優化。根據以上的綜合分析,在統計組合鏜床 PLC 輸入元件,執行元件以及 I/O 點數,最終選擇 FX2N—32MR 加擴展單元作為本組合機床的 PLC 控制軟件,設計流程圖如圖 4。
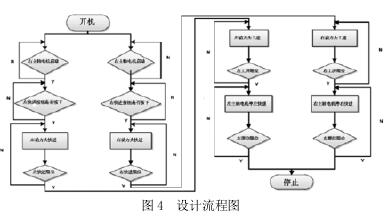
要求為左右動力頭快進、工進、快退的工作循環,同時還可以單獨調整。
4 、結語
組合鏜床的電氣線路圖主要就是根據一般機床進行設計,從以往機床線路圖進行優化設計,而對于 PLC 控制系統的設計就不同了,在現代機床領域,PLC控制系統很多種,世界先進水平的軟件公司也很多家,每個公司的控制系統也不同,各有各的優點,但是主要方向是一致的,設計者可以根據自己機床的要求進行選取控制軟件,無論選取怎樣的控制系統,最終都是將組合鏜床的自動化程度得到提升,加工能力得到增加。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

