


階梯深孔加工技術的研究
2019-2-11 來源: 廣西玉柴機器股份有限公司 作者:馮 基
摘 要:提出了基于組合機床上底孔引導的復合鉆、復合鉸階梯深孔的加工技術,解決了加工階梯深孔容易出現鉆偏、鉸不出、鉸大、橢圓、刀具容易折斷、崩刃等問題,提高了產品的加工質量,降低了生產成本。
關鍵詞:底孔引導;階梯深孔;復合鉆;復合鉸
組合機床上階梯深孔傳統的加工技術通常采用導向套定位,多工序鉆、鉸或單工序復合鉆、鉸。多工序鉆、鉸由于上下工序定位誤差的影響,往往造成階梯深孔不同軸、鉆、鉸偏等問題;單工序復合鉆、鉸由于刀具開始切削加工時導向距離加工面遠,刀具懸伸長剛性差定位不好,因此容易出現鉆偏、鉸不出、鉸大,刀具容易折斷等問題。
為了解決階梯深孔加工這些疑難問題,提出了以底孔引導復合鉆、鉸階梯深孔全新的加工技術。
1、 底孔引導復合鉆階梯深孔的加工技術
1.1 傳統多工序鉆或單工序復合鉆階梯深孔加工技術存在問題
圖 1 為氣缸體階梯深孔,由 準8 深 120 及 準10 深50 兩同心孔組成,組合機床上傳統的加工工藝有三種:

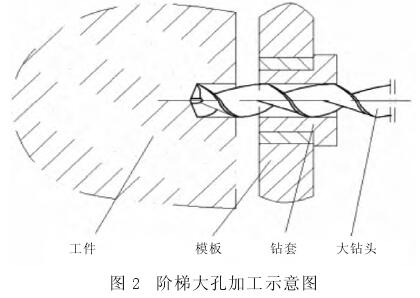
第一種工藝如圖 2 所示,工序 1(或工步 1)先鉆階梯深孔的大孔 準10,即大鉆頭以模板上的鉆套定位鉆大孔到工藝要求深度 50;然后工序 2(或工步 2)鉆小孔 準8,即小鉆頭以模板上的鉆套定位鉆小孔到工藝要求深度 120,如圖 3 所示。
這種工藝的優點是減少小鉆頭的鉆削深度,從而減少小鉆頭因為剛性差而折斷的問題,目前這種工藝用得較普遍,但是其缺點也明顯,因為鉆小孔時鉆套距離小孔遠,鉆套基本上起不到定位作用,小鉆頭便順著大鉆頭鉆削大孔時兩切削刃留下的 118°錐面鉆削,因此極容易鉆偏,對于一些壁厚比較薄的深孔,經常出現鉆穿壁現象。

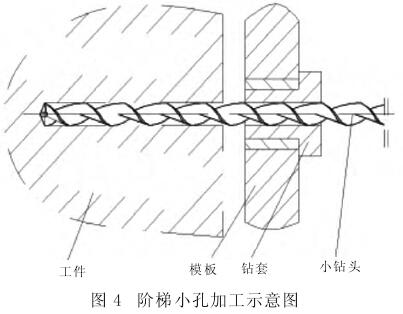
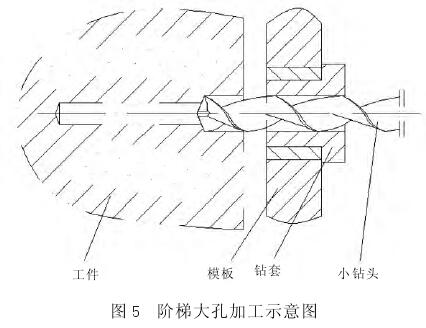
第二種工藝,如圖 4 所示,工序 1(或工步 1)先鉆階梯深孔的小孔 準8,即小鉆頭以模板上的鉆套定位鉆小孔到工藝要求深度 120;工序 2(或工步 2)鉆大孔 準10,即大鉆頭以模板上的鉆套定位擴大孔到工藝要求深度 50,如圖 5 所示。這種工藝的優點是開始鉆削時大孔、小孔都是從工件表面開始,模板上的導向套都起到了定位作用,所以小孔、大孔的垂直、位置度都較好,減少鉆偏現象發生,但其缺點是小鉆頭因為鉆削比較深,且自身剛性差,因此比較容易折斷。
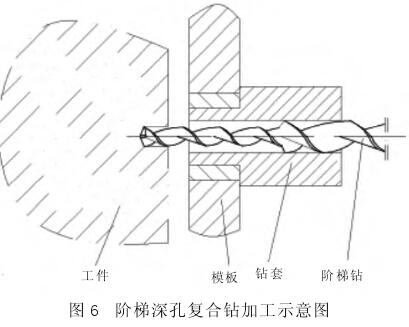
第三種工藝如圖 6 所示,采用階梯鉆進行加工,即階梯鉆的后段以模板上鉆套定位復合鉆階梯深孔準8 深 120、準10 深 50. 這種工藝的優點是,減少了一道加工工序,降低了生產成本,但其缺點是,在加工過程中,由于階梯鉆前段比較長,而加工時只是對以階梯鉆后段進行定位,造成切削加工時階梯鉆前段懸伸較長,擺動大,定位精度差,剛性不足,因此加工容易出現鉆偏,也容易造成階梯鉆前段折斷,嚴重影響產品的加工質量。
1.2 底孔引導復合鉆階梯深孔的加工技術
為了克服組合機床上傳統階梯深孔加工技術的缺陷,提出了一種底孔引導復合鉆階梯深孔全新的加工技術,即首先利用階梯鉆的前段及后段分別與前鉆套及后鉆套定位加工出一基礎引孔,然后移開前鉆套以基礎引孔及后鉆套定位繼續鉆孔至工藝要求深度。
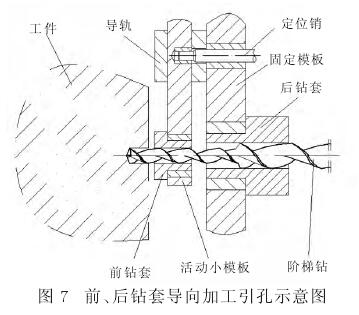
(1)鉆一基礎引孔。如圖 7 所示,前鉆套安裝在活動小模板上,通過油缸帶動活動小模板沿著導軌向下運動,當活動小模板移動到位,安裝在固定模板上的定位銷插入活動小模板的銷孔,保證前鉆套與安裝在固定模板上的后鉆套同軸,然后主軸箱帶動階梯鉆前段、后段分別進入前鉆套及后鉆套內定位,加工 準8 深孔的一小段深 20 作為基礎引孔。
由于加工時階梯鉆前段、后段分別與前鉆套及后鉆套定位,且前鉆套與后鉆套同軸,而且前導鉆套距離工件的加工面近,因此定位精高,從而保證了 準8 深孔的基礎引孔加工的位置精度,同時由于剛開始加工時階梯鉆后段進入后鉆套的長度為 20,因此可有效地防止階梯鉆的擺動,從而使階梯鉆的剛性得到顯著加強,有效地解決階梯鉆前段因擺動大剛性差容易折斷的難題。
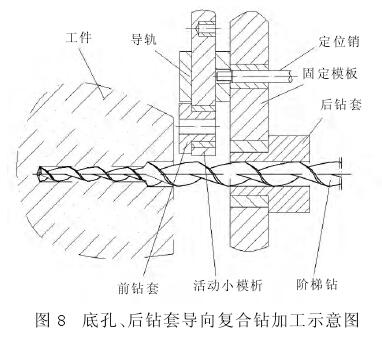
(2)復合鉆階梯深孔到工藝要求深度。如圖 8 所示,由于階梯鉆后段的直徑 準10 比前段的直徑 準8大,因此首先階梯鉆要在主軸箱的帶動下快速退回直至階梯鉆前段完全退出前鉆套,然后前鉆套在油缸帶動活動小模板下撤回至完全讓開階梯鉆后段能通過不干涉的位置,然后主軸箱帶動階梯鉆快速進給到終點位置前 5 的安全位置,利用階梯鉆前段與基礎引孔以及階梯鉆后段與后鉆套進行定位,然后復合鉆階梯深孔 準8 深 120、準10 深 50 到工藝要求深度。
由于前面已經加工了 準8 深孔長 20 的基礎引孔,因此在后續加工時,階梯鉆前段仍然有長 15 進入基礎引孔定位,因此后續的加工是在基礎引孔的導向基礎上繼續加工,保證了后續的加工精度;在后續開始加工時,階梯鉆后段有 35 進入后鉆套定位,因此可有效地防止階梯鉆的擺動,從而使階梯鉆的剛性得到顯著加強,有效地解決階梯鉆前段因擺動大剛性差容易折斷問題。
綜合上述,加工基礎引孔的目的是在移開前鉆套后,在基礎引孔及后鉆套的定位下繼續加工,直至加工到階梯深孔工藝要求的 準8 深 120、準10 深 50。綜上所述,底孔引導復合鉆階梯深孔的加工技術可有效解決傳統技術在加工階梯深孔時出現容易鉆偏、階梯鉆前段容易折斷的難題,提高了產品加工質量,降低了刀具成本,提高了生產效率。
2 、底孔引導復合鉸階梯深孔的加工技術
2.1 傳統復合鉸階梯深孔的加工技術存在問題
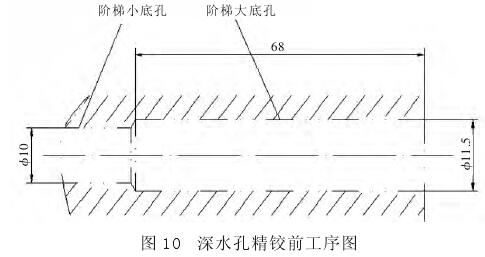
圖 9 為氣缸蓋排氣面有 3 個 準11 × 準12 階梯深孔(其中 準11 是深孔,通常稱之為深水孔),待精鉸前如圖 10 所示先復合鉆到 準10 × 準11.5 階梯孔,組合機床上傳統的加工工藝有兩種:

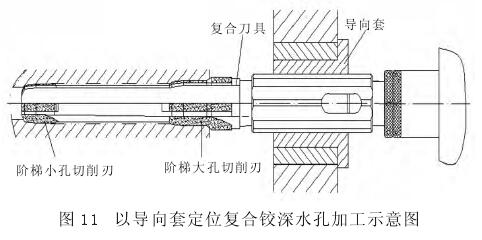
第一種工藝如圖 11 所示,采用導向套定位復合鉸 準11 × 準12 階梯深孔到工藝尺寸,但由于 準9 階梯小底孔位于待精鉸階梯深孔的底部,距離端口比較深,因此針對于精鉸加工的位置度往往較差,而且精鉸工序與精鉸前道工序存在定位誤差,并且復合刀 準11 切削部分距離導向套較遠,懸伸較長,擺動大,定位精度差,剛性不足,因此該工藝經常有階梯深孔 準11 段鉸不出現象。
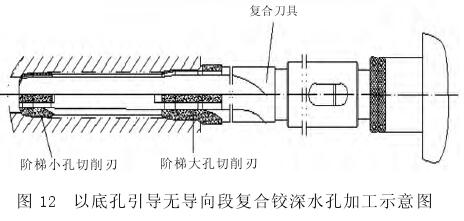
第二種工藝如圖 12 所示,為了保證階梯小孔準11 能精鉸出,將導向套去除,加工時 準11 底孔切削刃和 準12 底孔切削刃同時順著階梯小底孔和階梯大底孔進行切削,但是由于復合刀具懸伸長,擺動大,剛性不足,在伸入待精鉸階梯深孔切削時,準11 底孔切削刃和 準12 底孔切削刃缺少導向和支撐,從而造成精鉸階梯小孔時振刀、橢圓、孔大,且刀具切削刃容易崩等問題。
2.2 底孔引導復合鉸階梯深孔的加工技術
為了克服上述現有技術中缺陷,如圖 13 所示提供了一種結構簡單合理,通過在復合刀具上設置導向部來避免階梯小孔加工時的振刀、橢圓及孔大,且刀具崩刃的階梯深孔的復合精鉸加工刀具。具體的技術方案為,在小孔切削刃的后端和大底孔切削刃前端分別設置有導向段,導向段包括 4 四條沿刀具本體圓周均布直徑比階梯大底孔的直徑小 0.05 ~ 0.08 寬 2的圓柱刃帶,其中小孔切削刃導向段的圓柱刃帶長度為 20,大底孔切削刃的圓柱刃帶長度為 8.
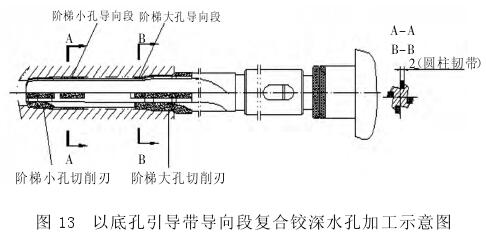
具體的工作原理為,加工過程中,小孔切削刃先進入階梯大底孔,接著小孔切削刃后面的導向段在其前端倒角的引導下進入階梯大底孔,由于其不開設后角且直徑比階梯大底孔的直徑小 0.05 ~ 0.08,所以其在階梯大底孔內不參加切削,只起到定位、導向及提高刀具剛性的作用接著開始精鉸階梯小孔,大底孔切削刃前端的導向段在其前端的倒角的引導下進入階梯大底孔,由于其不開設后角且直徑比階梯大底孔的直徑小 0.05 ~ 0.08,所以其在階梯大底孔內不參加切削,只起到定位、導向、加強刀具剛性的作用,接著開始精鉸階梯大孔。
該 準11 × 準12 階梯深孔的復合精鉸加工刀具通過在復合刀上分別設置階梯小孔導向段和階梯大孔導向段,以精鉸前的階梯大底孔作為復合刀導向的基礎,對階梯小孔和階梯大孔進行精鉸,有效地解決了在復合精鉸中出現的階梯小孔容易振刀、橢圓、孔大、刀具切削刃容易崩等問題,提高了產品的加工質量,降低了生產成本。
3、 結束語
本文提出了組合機床上底孔引導的復合鉆、復合鉸的階梯深孔的加工技術,徹底解決了階梯深孔加工位置度、孔徑等難保證的難題,提高了產品加工質量,降低了生產成本,提升了產品的市場競爭力,產生了巨大的直接、間接的經濟效益和社會效益,在機加工行業有著廣泛的推廣價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

