


局部坐標系在數(shù)控銑削中的應(yīng)用研究
2018-4-10 來源: 煙臺汽車工程職業(yè)學(xué)院 作者:李東福,李強
摘要:在數(shù)控編程中正確使用數(shù)控系統(tǒng)的鏡像功能可以使程序簡化、提高編程效率,但是在宇龍仿真軟件里并不支持鏡像指令G51.1,以一個典型零部件為例研究了局部坐標系G52指令代替G51.1指令完成軸對稱形狀零件的編程加工,并在仿真軟件里驗證了程序的正確性。
關(guān)鍵詞:仿真;鏡像;局部坐標系;數(shù)控銑削
0 引言
數(shù)控技術(shù)的發(fā)展和數(shù)控機床的普及,使得編程在加工中占有重要的地位。自動編程軟件的成熟和普及仍無法取代手動編程在零件加工中所占的比重。手動編程是學(xué)習(xí)數(shù)控技術(shù)的基礎(chǔ),在實際生產(chǎn)中仍占有重要的地位,程序編制完畢需要進行仿真驗證其正確性,目前我們常用宇龍仿真軟件進行驗證。
圖1為一個典型零件在編程時為了簡化程序,根據(jù)零件特點采用鏡像指令G51.1+子程序的方式進行的編程,但是在宇龍仿真軟件里驗證時不支持G51.1指令,這里研究用局部坐標系G52指令完成鏡像的功能,并在宇龍仿真軟件里驗證其正確性。
1 、G54~G59——工件坐標系偏置指令
數(shù)控機床坐標系是為了確定工件在機床中的位置,機床運動部件特殊位置及運動范圍,即描述機床運動,產(chǎn)生數(shù)據(jù)信息而建立的幾何坐標系,機床開啟后通過回零建立機床坐標系。
通過測量工件原點到機床原點的之間的偏置值(其實質(zhì)是工件坐標系在機床坐標系中的位置),在數(shù)控系統(tǒng)中進行預(yù)先設(shè)定,從而建立工件坐標系,編程時再用程序制定。可以預(yù)設(shè)6個工件坐標系,分別為G54~G59。
2 、 G52——局部坐標系指令含義:該指令將當前工件坐標系復(fù)制并平移到某一位置,形成一個新的子坐標系,該坐標系又叫局部坐標系。
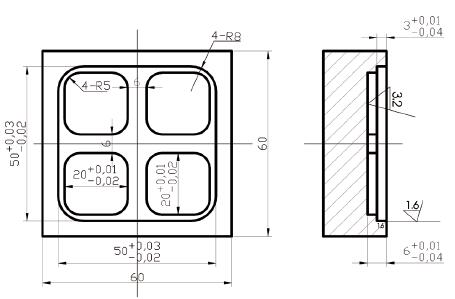
圖1 典型零件圖
指令格式:G52 X_ Y_ Z_;G52 X0 Y0 Z0;取消坐標系平移。
X_ Y_ Z_為子坐標系原點對于當前工件坐標系原點的坐標值。例如:執(zhí)行G52 X20 Y20 Z30,則在原坐標系(20.20.30)的位置建立了一個新的坐標系,如圖2所示。
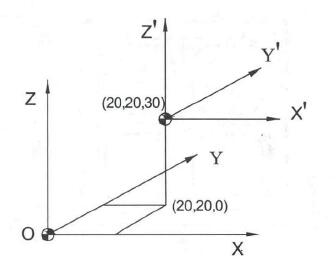
圖2 G52指令功能示意圖
使用G52指令可以方便我們計算零件上圖形基點的坐標,特別對于一些不方便計算的基點。我們也可以使用G52指令代替鏡像指令完成對稱零部件的編程加工。
3 、零件圖工藝分析
圖1所示為零件,將工件坐標系G54建立在工件上表面對稱中心,1個大型腔深度為3mm,4個小型腔關(guān)于坐標軸對稱分布,型腔深度為6mm。刀具選擇及刀路設(shè)計:選用一把直徑為Φ10的三刃高速鋼立銑刀對零件輪廓進行加工,為提高加工表面質(zhì)量,采用順銑方式銑削工件,其具體走刀路線見圖3。由于型腔空間較小,采用法向進刀和法向退刀方式切削型腔,刀具從O→A過程添加左刀補,刀具從A→B→C→D→E→F→G→H→I→A過程執(zhí)行左刀補,刀具從A→O撤銷刀補,小型腔的刀補添加、執(zhí)行和撤銷過程和大型腔類似。Z向下刀采用啄鉆下刀方式銑削工件,大、小型腔銑削深度一次到位。
4 個小型腔關(guān)于坐標軸對稱,這里研究如何利用G52指令代替鏡像指令完成對稱零部件的加工。參考程序見表1~表3。
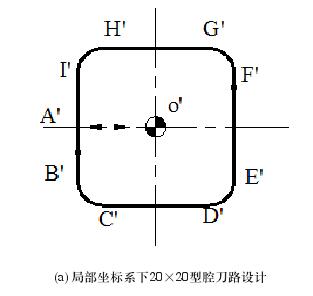
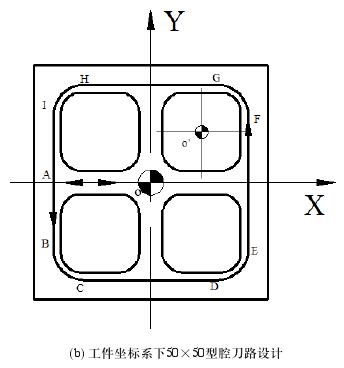
圖3 型腔銑削刀路
4 、宇龍仿真加工
利用宇龍仿真軟件完成零件的仿真加工,以驗證程序的正確性,選用FUNUC 0i銑床加工,設(shè)定60×60×20的毛坯,裝夾安裝,選用直徑Φ10的平底刀,對刀并設(shè)置刀補值為5mm。在編輯狀態(tài)將主程序和子程序傳進來,運行程序。仿真結(jié)果如圖4所示。從而驗證了程序的正確性。
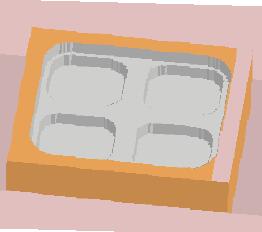
圖4 仿真結(jié)果
5 、結(jié)論
局部坐標系G52指令是數(shù)控加工中比較重要的指令,該指令運用得當,可以簡化基點坐標的計算,甚至替代鏡像指令完成軸對稱形狀零件的加工,在手工編程中受到編程員的青睞。
表1 采用G52+子程序的參考程序
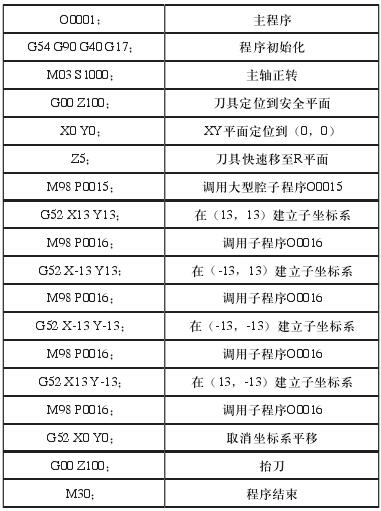
表2 50×50×3型腔參考子程序
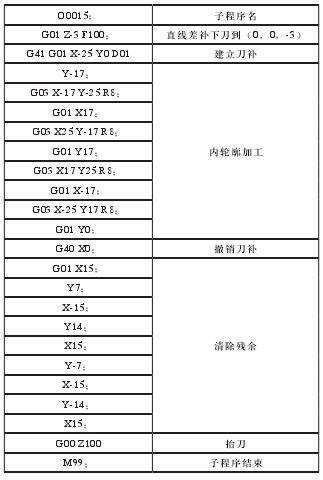
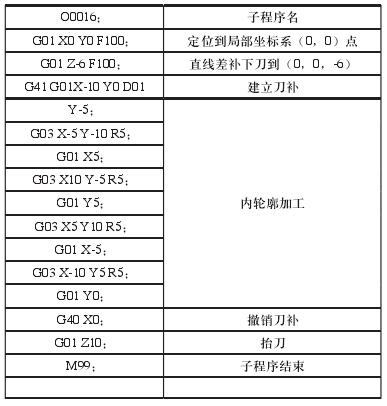
表3 20×20×6型腔子程序
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)