


車銑復合加工在航空發動機精密零件中的應用
2020-9-22 來源:中國航發沈陽黎明航空發動機有限責任公司 作者:張晶 韓彬 金英卓
摘要 :航空發動機精密零件加工質量和效率影響發動機的性能和成本。針對噴嘴類零件尺寸小、精度高、種類多和批量小的特點,基于車銑復合加工技術特點和優勢設計了零件工藝,通過使用 UGNX 軟件編制數控程序,VERICUT 軟件模擬仿真,并將優化后的程序導入車銑復合加工中心進行了加工驗證,減少了加工中的人為干預,提高了零件加工質量和效率。
關鍵詞 :航空發動機 ;精密零件 ;車銑復合加工
0 引言
近年來,世界航空制造技術取得了巨大進步,并呈現加速發展的趨勢。航空發動機的研制集中了冶金、材料、熱處理、表面處理、機械制造、特種加工、增材制造、工裝設計、檢驗檢測和試驗測試等多種專業的最高成就,零件數量達 1萬余個,加工精度達到 0.001 mm。
為了提高航空零件的質量,大量的新材料及越來越復雜的結構逐漸被采用,加工精度要求越來越高,噴嘴類零件作為航空發動機精密零件的典型代表,其加工精度會直接影響發動機的工作性能。隨著數控車銑復合加工中心、數控五坐標加工中心、數控銑磨復合加工中心等新型復合加工設備的不斷發展,減少了零件的裝夾次數、夾具數量和周轉時間,使零件的加工變得簡單、高效,為航空發動機精密零件的制造提出了新的解決方案。
1 、車銑復合加工技術
車銑復合加工是一種利用先進控制技術、精密測量技術以及 CAD/CAM 等現代應用技術與傳統機械設計和精密制造技術相合成的先進機械加工方法。通過一次裝夾找正,將車、銑、鉆、鏜、線切割等多工序合并,能夠達到提高零件加工精度、縮短制造周期、節省工裝數量、減少生產管理的效果。噴嘴類零件的具有尺寸小、精度高、種類多和批量小的特點,而車銑復合加工技術具有較高的柔性,可以實現不同產品加工之間的轉換,因此車銑復合加工技術適合應用于噴嘴類精密零件的制造。
2 、噴嘴類零件加工實例
2.1 零件
如圖 1 所示為某型號航空發動機副噴口零件,主要承擔著在主燃燒室噴射帶有一定角度和流量的霧化燃油的工作,燃油經充分燃燒后為發動機提供推力,其加工精度將直接影響燃油流量和霧化錐角,進而影響發動機的燃燒效率和性能。該零件尺寸較小,精度較高,輪廓尺寸為φ12.5×19.5mm,小孔對大孔有同軸度要求,安裝邊平面對大孔有垂直度要求。
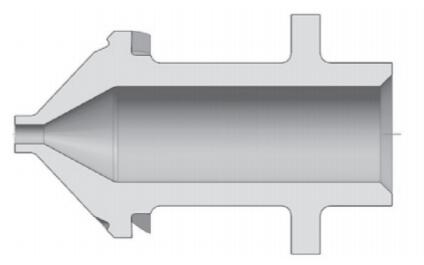
圖 1 零件模型
2.2 工藝方案
該零件采用普通設備加工需要派制專用工裝,多次裝夾、找正,無法保證精密尺寸與技術條件要求。由此,選用帶有雙主軸結構,可以自動對接的車銑復合加工中心進行加工。由 UGNX 軟件建立三維模型,通過合理的設計走刀路徑、選擇合適的切削參數編制加工程序,使用 VERICUT 軟件進行模擬仿真,最終輸出能被加工設備識別的 ptp 格式的數控加工程序,導入加工設備進行實際加工驗證。
2.2.1 工藝設計
(1)零件毛坯是直徑為 φ15 mm 棒料,直接裝夾棒料外圓。由于小孔對大孔有同軸度要求,安裝邊平面對大孔有垂直度要求,因此先加工大孔一端,同時粗鉆小孔,保證兩孔的同軸度。
(2)使用車銑復合加工中心的自動對接功能,將第二主軸靠緊零件右端,夾持外圓,切斷左端,保證零件總長尺寸19.5 mm。
(3)夾持零件右端外圓,鏜小孔后車外錐面。
2.2.2 程序設計
數控加工程序設計的核心是數控加工工藝分析和規劃,主要包括加工區域的劃分和規劃、刀軌形式與走刀方式的選擇、刀具及加工工藝參數的設置。UGNX 軟件是 Siemens PLMSoftware 公司出品的具有強大設計、工程及制造功能的高端軟件系統,包括 NX 鈑金、外觀造型設計、制圖、高級仿真、運動仿真、加工、裝配等多種模塊,是航空發動機精密零件設計、加工的首選軟件。在程序設計階段,采用 UGNX 加工模塊,可以按照零件加工工藝路線設計并生成刀具軌跡。根據噴口零件工藝路線,可將加工區域劃分為 3 個部分:車加工區域、銑加工區域、對接后車加工區域。
(1)車加工區域程序設計
選擇 UGNX 加工模塊,配置相應綁定包,進入車加工環境。將零件模型與棒料模型裝配一體。車加工編程特別需要注意的是調整坐標系,使機床坐標系符合實際。按照工藝要求在用戶界面設置切削區域、切削策略、刀具參數、走刀路徑和切削參數,生成刀軌。
(2)銑加工區域程序設計
該噴口零件銑加工區域僅需進行銑旋流槽程序設計。編程方式有 2 種 :第一,編制宏程序,輸入設備 ;第二,采用UGNX 軟件基于零件模型編程,后置處理后生成 ptp 格式的數控加工程序,導入設備。采用宏程序編程,利用循環語句可以縮短程序行數,修改方便,但是編程人員和設備操作者需要一定的數學基礎與宏編程基礎。該噴口零件采用 UGNX 軟件基于零件模型編程。進入銑加工環境,按照工藝要求在用戶界面設置切削部位、驅動方法、投影矢量、刀軸、刀具和切削參數等相應參數,即可完成程序設計。采用 UGNX 軟件編程難度較低,但是輸出的程序為坐標點,數據量巨大,如需修改,必須調整 UGNX 零件模型再重新輸出,導入設備。
(3)對接后車加工區域程序設計
對接后需進行精鏜小孔和車外錐面工步。再次進入車加工環境,按照工藝要求在用戶界面設置切削區域、切削策略、刀具參數、走刀路徑和切削參數,生成刀軌。
2.2.3 模擬仿真
VERICUT 軟件是美國 CGTECH 公司開發的數控加工仿真系統,是航空發動機精密零件加工程序設計中最常用的軟件。UGNX 軟件生成的 STL 格式零件模型和 PTP 格式數控程序加載至 VERICUT 中,配置控制系統、坐標系統、刀具系統等相應模塊即可進行仿真和分析。
2.2.4 加工驗證
將 UGNX 軟件生成的數控加工程序導入車銑復合加工中心,采用設備自動對刀模塊完成刀具設置,選用合適的切削參數,加工后的零件經檢驗符合圖紙要求。
3 、結語
采用車銑復合技術加工航空發動機噴嘴類精密零件,一次裝夾找正,完成車削、銑削和對接后車削的全部加工內容,加工精度高、加工效率高、工裝數量少、生產管理少。通過使用 UGNX 軟件數控編程,VERICUT 軟件模擬仿真,能夠在計算機中完成程序的驗證和調整,將優化后的程序導入加工設備,能夠減少加工中的人為干預,提高零件加工質量和效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

