


刀具半徑補償在數(shù)控銑床加工中的精準應用
2023-8-18 來源: 上海市嘉定區(qū)職業(yè)技術學校 作者:郟豪杰
摘要:在 FUNAC 0i 系統(tǒng)的數(shù)控銑床加工零件過程中,合理運用刀具半徑補償功能可以對零件加工提質增效起到重要作用。以典型數(shù)控銑床加工零件為研究對象,重點分析精確使用“公式法”計算刀具半徑補償值保證零件的尺寸精度;對含有倒圓角或倒斜角的零件,精準運用 G10 指令結合“參數(shù)法”賦值刀具半徑補償進而加工得到相應的零件形狀輪廓。
關鍵詞:刀具半徑補償 數(shù)控銑床 G10 指令
1、刀具半徑補償?shù)母拍罴白饔?/strong>
1.1 刀具半徑補償?shù)母拍睢?/font>
在 FUNAC 0i 系統(tǒng)的數(shù)控銑床加工零件過程中,數(shù)控系統(tǒng)控制的是銑刀中心的運動軌跡,而用戶一般都是按圖紙尺寸以零件的輪廓來編制加工程序,因此需要一種能按零件輪廓編制的程序和預先設定的偏置參數(shù),讓數(shù)控裝置實現(xiàn)自動生成刀具中心軌跡的功能,這就是刀具半徑補償功能。
根據(jù)規(guī)定,當?shù)毒咧行能壽E在編程軌跡(零件輪廓)前進方向的左邊時,稱為刀具半徑左補償,用 G41指令實現(xiàn);當?shù)毒咧行能壽E在編程軌跡(零件輪廓)前進方向的右邊時,稱為刀具半徑右補償,用 G42 指令實現(xiàn)。取消刀補則用 G40 指令。在實際加工中,整個刀具半徑補償?shù)倪^程分為建立刀補、執(zhí)行刀補、取消刀補三個階段[1]。
1.2 刀具半徑補償?shù)淖饔?/font>
在對零件進行編程加工的過程中,采用刀具半徑補償功能,可以有效簡化編程的難度與工作量。實際體現(xiàn)在以下幾個方面:
1)由于刀具半徑補償實現(xiàn)了根據(jù)編程軌跡對刀具中心軌跡的控制,因此可以避免在加工過程中由于刀具半徑的變化(如刀具因損壞而換刀、刀具磨損等原因)而需要重新編程的麻煩,只需修改相應的偏置參數(shù)即可。
2)由于零件輪廓在加工時往往不是一道工序能完成的,在粗加工時,一般都要為精加工預留一定的加工余量,而加工余量的預留就可以通過修改偏置參數(shù)實現(xiàn),而不必為粗、精加工各編制一個程序,可以大大減少粗、精加工程序編制的工作量。
2、“公式法”精確修正刀補值保證尺寸精度
以學生在實訓時的典型零件為例,兩個輪廓尺寸有嚴格的尺寸精度要求,分別是外輪廓尺寸 92+0.091+0.037和內輪廓尺寸 18-0.016 -0.043。在實際加工中,學生往往會根據(jù)零件尺寸要求直接修改刀具半徑補償值來滿足零件的尺寸精度。因此,學生能熟練利用公式計算正確的刀具半徑補償值是影響零件合格的關鍵因素。在零件加工過程中,通常要按照粗、精加工的工藝順序依次完成,且對于每個輪廓,一般采用獨立的刀具半徑補償值,因此在粗加工外輪廓、內輪廓時通常要預留精加工余量,并分別采用地址寄存器 D01 和D02,以“刀具半徑 + 精加工余量”刀具半徑補償值輸入相應地址寄存器中來實現(xiàn)。如選用刀具直徑為 10 mm 的立銑刀進行加工,輪廓單邊精加工余量預留 0.1 mm,地址寄存器中輸入粗加工刀補值 5.1 即可。
當粗加工輪廓結束后,理論上零件輪廓尺寸與圖紙尺寸單邊有 0.1 mm 余量差值,但由于粗加工時切削量比較大,伴隨著機床的振動,以及刀具、夾具、對刀精度等方面的因素影響,實際精加工余量的大小要經(jīng)過具體測量后才能得到。如果測量后零件的外輪廓尺寸為 92.32 mm,由于測量得到的是雙邊余量,因此最終精加工時刀具半徑補償修正值等于粗加工刀補值減去實際測量尺寸與圖紙尺寸中間值差值的一半。

對于內輪廓來說,由于粗加工后測量的尺寸通常是小于圖紙理想尺寸,因此精加工時刀具半徑補償修正值等于粗加工刀補值減去實際測量尺寸與圖紙尺寸中間值差值絕對值的一半。如零件的內輪廓經(jīng)粗加工后,測得實際尺寸為 17.72 mm,那精加工刀補修正
經(jīng)過“公式法”精確修正刀補并完成精加工后,如果測量到的零件尺寸還存在偏差,還可以用相同的方法繼續(xù)修正刀補,并再次調用加工程序,直至完成加工。“公式法”比較適合初學者更深刻地理解刀具半徑補償在保證零件尺寸精度時的作用,在實際生產(chǎn)中更適合單件、小批量、精度要求較高的加工場合。
3、“參數(shù)法”精準賦值刀補實現(xiàn)特征加工
倒圓角及倒斜角是零件上常見的結構特征,在以FUNAC 0i 系統(tǒng)為基礎的更高級的數(shù)控教學及校企合作生產(chǎn)加工時經(jīng)常需要面對這類特征加工。倒圓角及倒斜角的主要功能是去除零件毛刺,也能便于安裝和配合。加工倒圓角及倒斜角在數(shù)控車床上用 G01 或G02/G03 的插補功能指令非常容易實現(xiàn),但在數(shù)控銑床上加工倒圓角或倒斜角就比較復雜。
在數(shù)控銑床加工中通常可以用三種方法實現(xiàn):第一種方法是利用軟件自動編程,編程省力,但后處理生成的程序比較冗長,空刀行程較多,需要人為進行優(yōu)化,難度大,且尺寸如果有變動需重新編程;第二種方法是利用成形刀具直接加工,簡單方便,但一種刀具只適合一種尺寸的圓角或者斜角,使用范圍較窄,零件尺寸越多,加工成本就越高;第三種方法是采用通用刀具如立銑刀或者球頭銑刀,靈活應用宏程序中變量給刀具半徑補償?shù)刂焚x值來實現(xiàn),程序短而精煉,只需改變相應變量值就可以加工不同尺寸的圓角或者斜角,且能熟練編制基礎宏程序是職業(yè)學校學生踏上工作崗位的必備技能之一。
3.1 可編程參數(shù)輸入指令 G10
G10 為可編程參數(shù)輸入指令,可以實現(xiàn)對刀具半徑補償寄存器中的補償量進行動態(tài)設定,從而實現(xiàn)倒圓角或倒斜角的加工。G10 指令格式 如下:G10L12P_R_;其中 P 為刀具補償?shù)刂诽枺琑 為刀具半徑補償值。例如 G10 L12 P2 R6.;表示將數(shù)值 6 設定為刀具半徑補償量,放入刀具補償?shù)刂诽?D02 中;G10L12 P5 R#1;表示將變量 #1 的值設定為刀具半徑補償量,放入刀具補償?shù)刂诽?D05 中。在手工編程中,G10 是宏程序用以解決各種倒圓角、倒斜角以及其他必須使用刀具半徑補償?shù)募庸ぞ幊趟豢苫蛉钡?/span>利器 。
3.2 動態(tài)參數(shù)修正刀補值
在數(shù)控銑床上加工零件時,編程者只要給出合適的參數(shù)并結合 G10 指令即可動態(tài)改變地址寄存器中刀具補償值大小,從而實現(xiàn)零件上倒圓角和倒斜角的輪廓特征加工。
3.2.1 角度參數(shù)動態(tài)修正刀補值加工倒圓角
譬如在零件外輪廓上加工 R 的倒圓角,為提高零件的加工工藝性,得到良好的表面粗糙度,建議采用球頭銑刀加工倒圓角。球頭銑刀加工倒圓角變量模型如圖 1 所示,設銑刀刀具直徑 D 為 #1 變量,倒圓角半徑 R 為 #2 變量,以初始角度 α 為自變量,角度變化區(qū)間為[0°,90°],同時設定 α 為 #3 變量,刀具Z 向深度為 #4 變量,其參數(shù)值的大小為 #4=[#1/2+#2]sin[#3]-#2,刀具半徑補償量為 #5 變量,其參數(shù)值的大小為 #5=[#1/2+#2]cos[#3]-#2。在手工編寫程序的時
候,以 α 為自變量,每 5°為一個增量,計算出相應的Z 向深度變量 #4 和刀具半徑補償量 #5 參數(shù)值的大小,結合 G10 L12 P01 R#5;指令功能導入數(shù)控系統(tǒng),使刀具每切削一層,便產(chǎn)生一個新的刀具半徑補償值,隨著初始角度從 0°~90°逐漸每 5°變大,刀具半徑補償變量不斷減小,Z 向深度也不斷減小,加工出沿輪廓等距的加工軌跡,從而實現(xiàn)切削軌跡的等距偏移,如此循環(huán)直至加工出整個倒圓角輪廓特征。
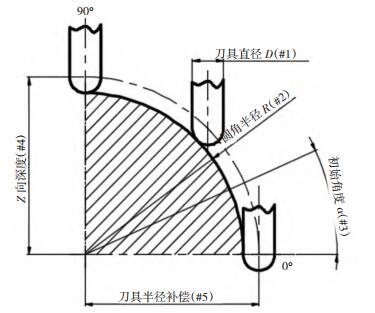
圖 1 球頭銑刀加工倒圓角變量模型
3.2.2 倒角長度參數(shù)動態(tài)修正刀補值加工倒斜角
譬如在零件外輪廓上加工 3×45°的倒角輪廓,為了教學需要,讓同學們更好地理解和掌握編程思路和技巧,建議采用平底銑刀來加工倒角輪廓。平底銑刀加工倒斜角變量模型如圖 2 所示,設銑刀直徑 D為 #1 變量;倒角直角邊長度為 #2 變量,其初始值為3,變化范圍是從 3 逐漸減小到 0;倒角角度為 #3 變量,其始終為恒定值 45°;刀具 Z 向深度為 #4 變量,其參數(shù)值的大小為 #4=-#2tan[#3];刀具半徑補償量為#5 變量,其參數(shù)值的大小為 #5=#1/2-#2tan[#3]。在加
工 3×45°倒斜角時,隨著倒角直角邊長度依次遞減0.1,加工深度從底部 Z-3.到 Z0,刀具半徑補償變量#5 不斷變化并減小,結合 G10 L12 P02 R#5;指令功能導入數(shù)控系統(tǒng),使刀具每切削一層,便產(chǎn)生一個新的刀具半徑補償值,隨著 #2 的變化,刀具半徑補償變量不斷減小,Z 向深度也不斷減小,加工出沿輪廓等距的加工軌跡,從而實現(xiàn)切削軌跡的等距偏移,如此循環(huán)直至加工出整個倒斜角輪廓特征。

圖 2 平底銑刀加工倒斜角變量模型
4、結語
通過本文兩個實例可以看出,在不同的場合下使用刀具半徑補償功能可以實現(xiàn)不同的加工效果。通過“公式法”精確計算并得到確切的刀補修正值,可以嚴格保證零件輪廓的尺寸精度;而利用“參數(shù)法”并結合G10 指令編制宏程序給刀具半徑補償值精準賦值,就可以加工復雜內外輪廓的倒圓角、倒斜角,甚至球面的加工等。雖然目前利用軟件自動編制加工程序越來越普及,但手動編程仍具有簡潔、靈活、快速的優(yōu)勢。因此,在教學過程中,教會學生各種編程方法及技巧,不僅有益于他們深刻領會數(shù)控加工的專業(yè)知識,也能拓展學生的編程思路,靈活運用所學知識解決實際問題,更能為同學們將來立足企業(yè)奠定良好的理論及實踐基礎。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)