


銑鉆床高速電主軸調速系統設計
2017-2-27 來源:河北工業大學 作者:鄭易,閏旭,董硯,孫鶴旭
摘要:根據小型銑鉆床的加工要求和特點,在分析了高速電主軸負載特性的基礎上,確定了使用V/F控制方法結合空間矢量調制技術來設計調速系統。并用MATLAB中的Simulink工具箱對設計的控制系統進行仿真研究,證明了系統具有較好的控制效果。最后基于DSP芯片完成了控制系統的硬件電路設計及軟件程序的編寫,并對系統進行了實驗研究,結果證明控制效果良好。。
關鍵詞:高速電主軸;空間矢量調制;調速系統;DSP;V/F控制
0.引言
主軸電機調速驅動系統作為高速銑鉆床的核心部件之一,其輸出性能對高速機床的整體水平是非常關鍵的。轉速超過10 000 r/min的電主軸通常稱為高速電主軸,它具有高速、無級傳動和零傳動鏈的特點。與普通機床主軸相比,它在功率傳遞性能和動態平衡能力方面具有很大的優勢,應用高速電主軸的高速機床控制越來越受到人們的關注。目前較為常用的機床主軸控制方法有恒壓頻比控制、矢量控制和直接轉矩控制三種,國內外學者針對后兩種控制方法進行了很多研究,使電主軸進行負載轉矩變化較為頻繁的加工時可以獲得較好的控制效果。但是,為了實現上述精確控制,需要在調速系統中添加磁鏈觀測器對主軸轉子位置進行觀測,這樣使得算法時間較長,不適用于高速電主軸控制。而v/F控制對恒轉矩負載具有較好的控制效果,其控制方法簡單,占用系統時間少,更適合于高速控制。
空間矢量脈寬調制(以下簡稱SVPWM)技術是i電機控制領域的一項關鍵技術,目前在電氣傳動的許多方面得到了廣泛的應用。其逆變器輸出線電壓基波最大值為直流側電壓,比傳統的脈寬調制逆變器輸出電壓高15%,且能顯著減少逆變器輸出電流的諧波成分及電機的諧波損耗,使電機的轉矩脈動減小M 3。
本文中的高速銑鉆床主要用于對印制電路板進行切削及鉆孔等加工,在加工過程中負載轉矩基本保持恒定,可以認為高速銑鉆床加工時的負載為恒轉矩負載。而且,由于電主軸轉速較高,要求控制方法的實現速度快,所以選擇了恒壓頻比控制來完成對主軸轉速及輸出轉矩的控制。同時為了更好地保證調速系統輸出轉矩恒定,采用電壓空間矢量調制方法進行電壓調制,完成對高速電主軸調速系統的控制。本文通過MATLAB仿真驗證了調速系統的有效性,最后基于DSP芯片完成了對調速系統的硬件設計。
1.調速系統控制原理
高速電主軸調速系統使用V/F控制結合SVP—WM的方法進行設計。根據系統的設定轉速就可以得到完成主軸調速所需定子電壓矢量的幅值以及定子磁場的旋轉速度,進而得到電壓矢量的相位和作用的時間。根據SVPWM方法,使電壓矢量在定子上按照一定的順序依次作用相應的時間,從而產生旋轉磁場完成對調速系統的控制。調速系統控制的具體原理如圖1所示。
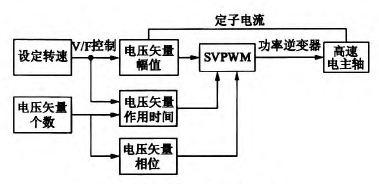
圖1 調速系統控制原理圖
由圖l可知,完成電主軸的變頻調速控制,首先需要根據調速系統的設定轉速來確定電主軸定子電壓幅值以,為了保證較好的控制效果,需要對定子電壓矢量進行補償p。101。定子電壓矢量的幅值求取如下:

通過式(1)和式(2)可以得到電壓所需調制出的電壓矢量的幅值。因此,本文對需要進行復雜坐標變換和矢量合成的傳統SVPWM進行了適當優化,即采用固定位置點的開環電壓空間矢量來合成旋轉磁場,在程序執行過程中直接采用查表的方式進行電壓矢量的調制,這大大縮短了運算時間,更加適用于高速電主軸控制。本文使用如圖2所示的2個空間矢量來完成電壓矢量的調制,所合成的旋轉磁場為一個12邊形,接近圓形,可以滿足電壓矢量的調制要求。

圖2 空間矢量位置圖


通過式(3),只用簡單的四則運算就可以很方便地確定電壓矢量的合成方法,再根據6個基本的電壓矢量對應的逆變器開關狀態,就可以得到如表1所示的所有電壓矢量對應的三路SVPWM信號的占空比。
表1 空間矢量對應三路SVPWM占空比

由表1可以看出,簡化的SVPWM調制僅根據所需電壓矢量的幅值就可以得到脈寬調制信號的占空比,省去了傳統SVPWM調制中應用的坐標變換以及矢量合成,大大加快了調制速度,使其可以滿足脈寬調制信號快速調制的要求。
2.高速電主軸調速系統仿真研究
為了驗證上文中確立的以V/F控制結合SVP—WM調制的方法確定的調速系統的控制效果,利用MATLAB對調速系統進行了仿真研究。本文在MATLAB/Simulink中搭建了基于V/F控制和SVPWM調制技術的高速電主軸控制系統模型,并對控制系統的控制效果進行了仿真驗證。圖3給出了在Simulink中搭建的控制系統仿真模型。
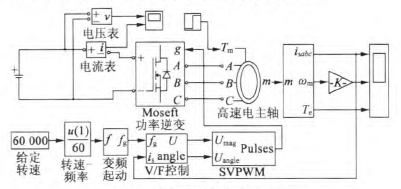
圖3控制系統仿真模型
由圖3可知,系統主要由速度給定、變頻起動模;塊、v/F控制模塊、SVPWM模塊以及功率驅動模塊!組成。控制系統首先將設定轉速轉變為定子磁場頻l率,然后利用V/F控制得到電壓矢量的幅值及位,再利用SVPWM調制模塊得到所需的脈寬調制信號,從而控制逆變器工作,得到所需的電壓矢量完成對電主軸的調速控制。控制系統模型中的高速電主軸定電壓為48 V,額定功率為240 W,額定電流為6 A,額定轉速60 000 r/min。由于電主軸起動過程中一直處于空載狀態,起動完成后才開始進行機械加工。在電主軸起動至20 000 r/min后,以0.006 N·In來模擬真實的負載情況,電主軸帶載運行的定子電流、轉速及轉矩的仿真波形如圖4所示.

圖4 20 000 r/min時電主軸帶載運行仿真波形
圖4中,高速電主軸經過0.7 s起動至20 000r/min后,在1 s時將負載變為0.006 N·m。從圖4中可以觀察到,電主軸完成起動后突加負載時,電主軸會有一個短暫的調節過程,主軸轉速會有所降低,
同時轉矩迅速上升,大約經過0.1 s后,電主軸就能很快地完成調節。帶載運行后,電主軸轉矩和轉速仍然保持恒定,由于轉速開環控制轉速會有小幅的下降。
3.控制系統設計及實驗驗證
本文基于TI公司的DSP2407芯片設計了高速電主軸調速系統的硬件電路。電主軸變頻調速硬件系統如圖5所示。

圖5變頻凋速硬件系統
在對硬件電路進行設計后,進而在實驗室條件下搭建了系統實驗平臺,對調速系統的功能進行了實際的驗證。實驗平臺如圖6所示。

圖6中,分別給出了控制系統的硬件電路板、高速電主軸、直流供電電源以及示波器。為了詳細見0試調速系統的控制性能,分別對電主軸進行了帶載運行和快速制動的實驗。
3.1帶載運行實驗
實際加工時,電主軸為空載起動,帶載運行的工作模式。圖7給出了電主軸帶0.01 N·m負載運行時U相的電流波形。

圖7帶載情況下定子電流波形
如圖7所示,電主軸在4.6 s負載發生突變,電主軸定子電流在5.4 s到達平穩狀態,說明電主軸在負載突變時,經過短暫的調整就可以很快調節到當前負載所對應的運行狀態,從而提供恒轉矩輸出。
3.2快速制動實驗
由于電主軸在加工過程中需要其進行頻繁的起、制動操作,所以為了保證加工效率,要求電機的起、制動時間盡量短。60 000 r/min時電主軸制動時u相電流波形如圖8所示。

圖8制動時定子電流波形
電主軸運行在60 000 r/min時,在4.6 s時開始制動,經過約1.2 s的時間完成主軸制動,且沒有出現過流的現象。所以本文設計的調速系統可以實現電主軸的快速起、制動操作。
4.結語
通過以上的仿真和實驗分析可知,本文基于DSP2407設計的高速電主軸調速系統,具有快速起動、制動,輸出轉矩恒定,靜態性能好的優點,這保證了電主軸應用于銑鉆床時的加工要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

