


TA10 鈦合金的深孔鉆削技術(shù)研究
2018-4-20 來源:西安石油大學(xué) 機械工程學(xué)院 作者:趙 超
摘要: 本文通過實驗分析了對 TA10 材料進行深孔加工的難點和解決方法,并進行了加工試驗,優(yōu)化了刀具角度,分析了加工刀具的磨損機理。取得了較好的加工效果,對 α 型鈦合金的深孔鉆削有一定的參考意義。
關(guān)鍵詞: TA10 鈦合金; 深孔鉆削; 刀具設(shè)計; 磨損機理
TA10( Ti - 0. 3Mo - 0. 8Ni) 鈦合金屬于近 α 鈦合金的一種,一般情況下以鍛造、擠壓、軋制和拉拔的鈦合金圓棒、矩形棒形態(tài)。是 20 世紀(jì) 70 年代中期美國研究開發(fā)的 Ti - 12合金,具有很強的抗縫隙腐蝕能力。
在 300℃ 時抗拉強度是工業(yè)純鈦的將近兩倍,抗還原性介質(zhì)腐蝕能力強,在 150 ~200℃ 的氯化物中能夠不發(fā)生腐蝕現(xiàn)象。并且 TA10 材料不含稀有金屬,加工性能相對較好。在一些純鈦可能出現(xiàn)縫隙腐蝕的環(huán)境中得到廣泛應(yīng)用。TA10 鈦合金工藝性能優(yōu)良,可以在 850 ~ 950℃ 的范圍內(nèi)進行鍛軋,在盡可能低的溫度下進行熱加工,可使表面污染減至最低,為了防止材料吸氫產(chǎn)生氫脆現(xiàn)象,需要在氧化環(huán)境中進行加熱。其具有優(yōu)良的可塑性和彎曲性能。在250℃ 環(huán)境中成型可以減小回彈。通常采用氬氣保護鎢極電弧焊,在焊接溫度達到 430℃ 以上為避免 C、N、H、O 的污染需要特殊保護。TA10 材料具有以下特點:(1) 有較高的設(shè)計應(yīng)力;(2) 在氧化性介質(zhì)中具有等于或超越純鈦的耐腐蝕性能;(3) 在還原性介質(zhì)中耐蝕性優(yōu)于純鈦;( 4) 在高溫氧化物中具有較好的抵抗縫隙腐蝕的能力;( 5) 成本較低。因此 TA10 材料作為熱交換器、管式反應(yīng)器、蛇形管、結(jié)晶器等在化工、輕工、核工業(yè)、環(huán)境保護等領(lǐng)域發(fā)展迅速。其機械性能與其他材料對比特性比較明顯。

表 1 TA10 與 TA2 純鈦和 45#鋼的機械性能對比
從表1 中可以看出 TA10 鈦合金具有優(yōu)良的機械性能,其強度在高溫區(qū)域變化幅度較小,其密度只有 45#鋼的一半,強度較純鈦類材料高,在硝酸蒸汽中耐腐蝕性遠優(yōu)于純鈦類材料。其彈性模量值較小,變形系數(shù)小于1,導(dǎo)致鈦合金材料在進行加工時已加工表面回彈嚴(yán)重,鉆削時會產(chǎn)生長薄卷曲型切屑,排屑困難,并且鈦合金化學(xué)活性大,在加工表面容易形成硬化層,導(dǎo)致加工表面硬度和脆性提高,粘刀現(xiàn)象嚴(yán)重。其熱傳導(dǎo)系數(shù)只有 45#鋼的一半左右,在進行鉆削時散熱困難,切削熱過大,容易引起刀具磨損或者刀具失效。尤其在進行深孔加工這種特殊的加工方式時,對刀具的磨損嚴(yán)重,加工質(zhì)量、加工效率無法保證。針對 TA10 材料的難加工性,本文從刀具角度出發(fā)進行了實驗分析。
1、試驗設(shè)備與工件
加工系統(tǒng): 對 TA10 的深孔鉆削試驗采用 BTA 深孔鉆削系統(tǒng)進行鉆削試驗,系統(tǒng)機床為 CW6163D 深孔加工機床; 鉆頭使用 φ54 mm 五齒深孔鉆鉆頭,如圖 1; 刀片材料為 YG8,刀具角度如圖 2。該深孔鉆系統(tǒng)是深孔加工常用的系統(tǒng),加工范圍廣,加工質(zhì)量較高。
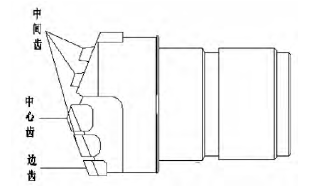
圖 1 鉆頭結(jié)構(gòu)示意圖
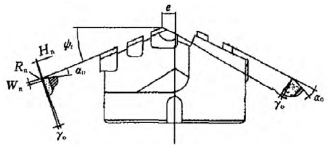
圖 2 鉆頭角度示意圖
掃描電子顯微鏡 JSM - 6390A: 掃面電子顯微鏡是一種利用電子束掃描樣品表面從而獲得樣品信息的電子顯微鏡。
它能產(chǎn)生樣品表面的高分辨率圖像,且圖像呈三維,掃描電子顯微鏡能被用來鑒定樣品的表面結(jié)構(gòu)。它由三大部分組成: 真空系統(tǒng),電子束系統(tǒng)以及成像系統(tǒng)。本文主要利用其進行兩方面試驗,一是對刀片表面形貌進行觀測,二是對刀具表面進行能譜分析通過成分殘留來分析刀具的磨損機理。手持式粗糙度儀: 用于測量多種機加工零件的表面粗糙度,根據(jù)選定的測量條件計算相應(yīng)的參數(shù),在液晶顯示器上清晰地顯示全部測量結(jié)果及圖形。試驗工件為近 α 類鈦合金 TA10,為 Φ290 mm × 2700 mm的鈦棒。
2 、試驗方案
本實驗對 TA10 棒料進行鉆削,鉆削采用 54 mm 直徑的深孔鉆鉆通孔,通過改變鉆頭前角、后角進行鉆削,采用單因素變量法收集數(shù)據(jù),觀察加工過程中出現(xiàn)的振動情況,利用粗糙度儀測量工件的內(nèi)孔壁粗糙度,并且通過電子顯微鏡觀察刀具的磨損狀況來取得最佳的工藝參數(shù),通過研究鉆頭的磨損、殘留成分情況分析刀具磨損原因得到 TA10 材料進行深孔鉆削時的磨損機理。具體加工參數(shù):
(1)加工系統(tǒng): 基于 CW6163D 深孔加工機床的 BTA 深孔加工系統(tǒng);
(2) 加工刀具: φ54 五齒型錯齒深孔鉆鉆頭,刀片材料YG8 硬質(zhì)合金;
(3) 刀具角度: 前角 3°、7°,后角 8°、12°,余偏角 18°,鉆尖偏心量 4 mm;
(4) 工件材料: Φ290 mm × 2700 mm 的 TA10 鈦棒;
(5) 切削液: 乳化液;
(6) 運動方式: 刀具進給,工件旋轉(zhuǎn);
(7) 切削參數(shù): 鉆孔深度 2700 mm,孔直徑 φ55 mm,刀具轉(zhuǎn)速 145 r/min,進給量 0.12 mm/r。
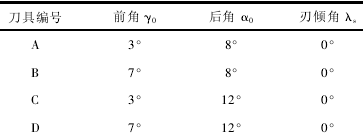
表2 試驗刀具角度
3 、實驗結(jié)果
實驗得到的實驗數(shù)據(jù)見表3。

圖3 前刀面磨損現(xiàn)象
綜合考慮相關(guān)加工情況,可以得知,由于材料的塑性變形能力差,刀具前角取小值 3°時,相比于前角取 7°切屑與前刀面接觸長度增加,前刀面的磨損相對來講有所增加,刀具耐用度有所下降; 但由于前刀面所受應(yīng)力集中現(xiàn)象有所減緩,刀具的切削溫度和受力強度降低。同時對比發(fā)現(xiàn),由于鈦合金材料在深孔鉆削時由于變形系數(shù)小,彈性模量小,在加工過程中材料回彈現(xiàn)象嚴(yán)重,導(dǎo)致刀具后刀面取小角度時與工件摩擦嚴(yán)重造成切削熱急劇上升,引發(fā)系統(tǒng)異響和振動,刀具的磨損現(xiàn)象比較嚴(yán)重,甚至出現(xiàn)打刀、崩刃等現(xiàn)象,因此刀具后角需要增大,選取 12°為佳。另外通過對比發(fā)現(xiàn),在切削鈦合金時,刀具后角的作用相對于前角來講影響比較顯著,因此增大后角可以在保證刀具強度的前提下更有效的提高刀具耐用度。因此選用前角 3°,后角 12° 加工狀態(tài)良好。其道具磨損電鏡顯微結(jié)果見圖 3 ~ 圖 4。可見在對 TA10 材料進行深孔鉆削時,由于材料的回彈現(xiàn)象,刀具的后刀面磨損程度遠遠比前刀面嚴(yán)重,利用掃面電子顯微鏡對后刀面的深色和淺色分區(qū)進行取點能譜分析。
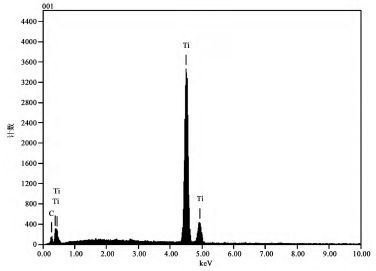
圖5 深色區(qū)能譜圖
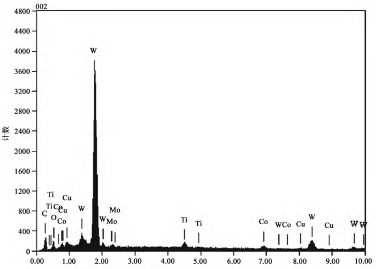
圖6 淺色區(qū)能譜圖
可以發(fā)現(xiàn)在貼近刀刃的深色區(qū)域富集了大量的 Ti 元素,而在距離刀刃較遠的淺色區(qū)域,為以 W、Co 等刀具材料為主,Ti 元素只有極少量,說明在加工過程中工件材料在高溫高壓下出現(xiàn)了明顯的粘結(jié)現(xiàn)象,綜合研究發(fā)現(xiàn),在對 TA10進行深孔加工時由于切削力和切削溫度比較高,工件材料的硬度不大,親和性強,因此硬質(zhì)合金刀具的磨損主要以粘結(jié)磨損為主。
本次試驗利用 TR200 手持式粗糙度儀對加工孔的粗糙度進行測量分析,由于孔深較大,因此采用工件末端出鉆口粗糙度采樣進行對比分析。
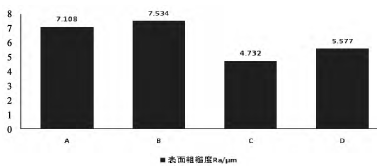
圖7 不同刀具角度下的內(nèi)孔表面粗糙度
由圖 7 能夠發(fā)現(xiàn),在保證刀具強度的前提下,當(dāng)?shù)毒叩那敖呛秃蠼窃酱髸r,刀具越鋒利,能夠穿過材料的加工硬化層進行切削,從而加工孔的表面質(zhì)量比較高。針對 TA10 鈦合金的硬度相對較低的特點,在加工時選用大的刀具角度有利于切削的順利進行。并且可以看出 C 型角度的深孔鉆頭加工質(zhì)量也相對較好。
4、結(jié)論
本文通過對 TA10 鈦合金的物理性能和切削加工性研究分析,并與純鈦 TA2 和 45 號鋼進行對比,結(jié)合深孔加工的特點對 TA10 材料進行深孔鉆削試驗。針對 TA10 材料的切削加工特點,選用了Φ290 mm × 2700 mm 的鈦棒進行深孔加工試驗,通過不同角度鉆頭的試驗對比,得出了以下幾點結(jié)論:
(1) TA10 具有優(yōu)越的塑性和相對較好的高低溫強度,并且比強度高,耐腐蝕性強。其切削加工性和純鈦類似。在對其進行加工時也有很多不利因素,加工硬化嚴(yán)重、刀具磨損快等降低了其的應(yīng)用性。在切削時,由于工件材料的彈性模量低,變形系數(shù)小的特點,已加工面回彈現(xiàn)象嚴(yán)重,對刀具后刀面產(chǎn)生劇烈磨損; 同時切屑與前刀面接觸時間短,導(dǎo)致前刀面單位面積切削力大、切削溫度高; 另外鈦元素的化學(xué)活性大,容易產(chǎn)生加工硬化層,同時與刀具產(chǎn)生粘附現(xiàn)象。這一系列的加工特點加速了刀具的磨損,尤其在深孔加工時,加工環(huán)境更加惡劣,加工效率和效果均不理想。
(2) 在對 TA10 材料進行深孔加工時,根據(jù)加工材料的尺寸和特點,選用五齒型錯齒內(nèi)排屑深孔鉆進行加工,刀片材料選用 YG8 硬質(zhì)合金比較合理,其具有較高的強度和硬度,并且不容易與工件發(fā)生親和(3) 根據(jù)鉆削過程中的振動以及刀具的磨損情況,在對Φ290 mm × 2700 mm 的 TA10 鈦棒時,刀具角度取前角 3°,后角 12°時刀具耐用度較好,加工效果較好。(4) 加工 TA10 材料時,刀具后刀面的磨損相對于前刀面嚴(yán)重,后刀面的磨損情況決定了刀具的耐用度,因此刀具后角比其他角度影響明顯。刀具的磨損形式以粘接磨損為主。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)