


微量潤滑條件下 BTA 鉆桿振動特性分析
2018-5-16 來源:轉(zhuǎn)載 作者:李 波,苗鴻賓,沈興全
摘要: 研究了深孔加工微量潤滑條件下,BTA 鉆桿的振動機(jī)理。結(jié)合理論分析,建立了鉆桿振動有限元模型,利用 ANSYA 軟件對微量潤滑條件下深孔鉆桿振動特性進(jìn)行數(shù)值模擬。所得結(jié)論對BTA深孔加工的動態(tài)穩(wěn)定性研究與深孔加工工藝的優(yōu)化具有理論和實(shí)際意義。
關(guān)鍵詞: 微量潤滑; BTA 鉆桿; 深孔加工; 振動
0、 引言
BTA 深孔鉆是一種內(nèi)排屑的鉆削系統(tǒng),鉆孔過程中鉆桿深入工件內(nèi)部,切削液通過鉆桿與工件間隙進(jìn)入切削部位,通過鉆頭的排屑口進(jìn)入鉆桿內(nèi)孔,最終通過鉆桿的排屑孔排到外部。隨著綠色制造技術(shù)的發(fā)展,加工過程中關(guān)于質(zhì)量、費(fèi)用和環(huán)境的問題引起了人們的關(guān)注。微量潤滑是利用空氣和液體的混合物來代替?zhèn)鹘y(tǒng)的油液潤滑和冷卻,利用微量潤滑技術(shù)可以有效降低費(fèi)用且綠色環(huán)保。研究微量潤滑代替?zhèn)鹘y(tǒng)的油潤滑成為目前的熱點(diǎn),閆魯濤等研究了微量潤滑對銑削力及刀具磨損的影響。石世發(fā)等研究了微量附水滴潤滑在深孔加工中的應(yīng)用。Bruce 等對微量潤滑技術(shù)在自動化加工中的應(yīng)用優(yōu)勢及所面臨的關(guān)鍵技術(shù)問題進(jìn)行了分析。Kishawy 等通過普通油液潤滑、干式切削、微量潤滑切削的實(shí)驗(yàn)對比驗(yàn)證了微量潤滑的加工優(yōu)越性。在深孔特殊的加工環(huán)境下,由于所采取的流體介質(zhì)不同,在鉆削過程中對鉆桿的振動特性產(chǎn)生不同的影響。鉆桿的振動將對工件的加工精度及刀具壽命產(chǎn)生直接的影響,周建東等通過在曲軸深孔加工過程中運(yùn)用微量潤滑技術(shù),驗(yàn)證了這種綠色加工方法的可行性和實(shí)用性。Gessesse 等通過實(shí)驗(yàn)研究了在深孔加工過程中鉆桿的振動與孔螺旋的關(guān)系。Ahmadi 等分析了鉆削過程中不同形式的振動對刀具磨損的影響。筆者針對微量潤滑條件下的鉆桿振動問題,建立了有限元模型,分別以鉆桿長度和切削液阻尼對鉆桿振動的影響進(jìn)行了分析。
1 、鉆桿有限元模型
1. 1 模型建立
由于深孔加工過程中鉆桿處于復(fù)雜的工作環(huán)境中,為了便于對其進(jìn)行數(shù)值分析,進(jìn)行了相應(yīng)的簡化,假設(shè): 鉆桿簡化為均質(zhì)彈性梁; 將鉆桿看作一端簡支,另一端承受鉆削壓力并滑動; 工件內(nèi)孔為鉆桿橫向運(yùn)動的約束邊界,且鉆桿軸線與工件內(nèi)孔軸線重合; 相對于較長的鉆桿部分,鉆頭處理為具有轉(zhuǎn)動慣量的質(zhì)量點(diǎn)。鉆桿振動模型如圖 1 所示。
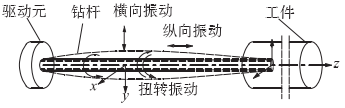
圖 1 鉆桿振動模型
1. 2 計(jì)算單元
利用 ANSYS 有限元分析軟件對鉆桿進(jìn)行實(shí)體建模,選取 PIPE59 單元模擬鉆桿。PIPE59 單元可承受拉、壓、彎及流體動力作用,可以有效分析在切削液作用條件下鉆桿的真實(shí)受力狀況。并可以通過對鉆桿內(nèi)外流體密度進(jìn)行設(shè)定,通過定義附加質(zhì)量系數(shù)來考慮內(nèi)外流體對鉆桿振動的影響。采用自由網(wǎng)格劃分方法,定義單元大小為 2mm,單元的剛度矩陣和質(zhì)量矩陣與梁模型單元的剛度矩陣和質(zhì)量矩陣相似。
1. 3 計(jì)算條件
以深孔加工中心的 BTA 深孔鉆桿為研究對象,由實(shí)際參數(shù)對其進(jìn)行有限元模型建立。鉆桿與切削液的參數(shù)如表 1、表 2 所示。
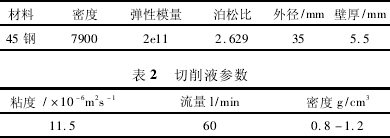
表 1 鉆桿參數(shù)
不可壓縮的流體通過空心鉆桿,流體的運(yùn)動特性取決于的雷諾數(shù)的值:
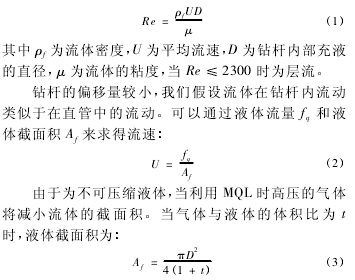
將表 1 與表 2 相應(yīng)參數(shù)代入公式( 3) 和公式( 2)中分別求得切削液體截面積與切削液流速,將所求結(jié)果代入公式( 1) 中所得雷諾數(shù) Re 范圍遠(yuǎn)小于 2300,切削液在鉆桿內(nèi)部為層流流動。根據(jù)鉆桿長度,切削液密度對鉆桿縱向、扭轉(zhuǎn)和橫向振動特性進(jìn)行分析。
2 、計(jì)算結(jié)果及分析
2.1 鉆桿縱向振動
在鉆削過程中鉆桿沿其縱向的伸縮運(yùn)動稱為縱向振動。鉆頭與工件接觸產(chǎn)生的垂直振動頻率為鉆桿固有頻率的整數(shù)倍時(shí),鉆桿將處于共振狀態(tài),產(chǎn)生鉆削時(shí)鉆桿的縱向振動。根據(jù)所給模型分別探討鉆桿長度和切削液密度對鉆桿縱向振動的影響。
2.1.1 鉆桿長度對縱向振動的影響
圖 2 為鉆桿前 3 階固有頻率計(jì)算結(jié)果,由圖中可以看出,鉆桿縱向振動受鉆桿長度變化影響較大。根據(jù)數(shù)據(jù),鉆桿長度由1500mm增加到 2500mm時(shí),第3階固有頻率由 22. 6Hz 變化到16.2Hz,轉(zhuǎn)換為鉆桿轉(zhuǎn)速為 216 ~ 155 r /min,微量潤滑鉆削時(shí)鉆桿鉆速一般位于 160 ~ 210 r /min,位于 155 ~ 216 r /min轉(zhuǎn)之間,鉆桿極易產(chǎn)生縱向振動。
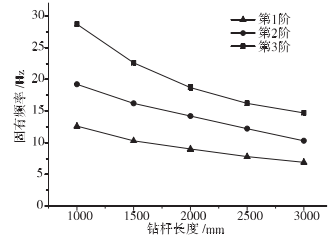
圖 2 鉆桿長度對鉆桿縱向振動影響
在深孔加工中心進(jìn)行鉆削加工時(shí),當(dāng)鉆桿轉(zhuǎn)速為190 ~ 210 r / min時(shí),位于 155 ~ 216 r / min的臨界轉(zhuǎn)速范圍內(nèi)。由現(xiàn)場的加工情況來看,鉆桿振動加劇,所加工工件精度降低,這正是由于鉆桿產(chǎn)生縱向共振引起的。
2.1.2 切削液密度對縱向振動的影響
圖 3 顯示了切削液對鉆桿振動的影響,圖中可以看出普通切削油液潤滑時(shí),縱向振動的固有頻率比微量潤滑時(shí)頻率低很多。分析可知,切削液密度為 1. 0g / cm3時(shí),第 1 ~ 3 階固有頻率比微量潤滑時(shí)降低了15% 左右,且切削液密度越高,鉆桿的固有頻率越低。
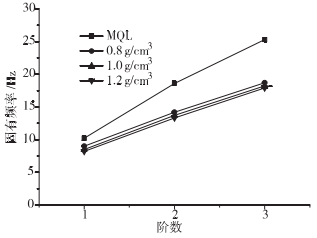
圖 3 切削液密度對鉆桿縱向振動影響
鉆桿在進(jìn)行軸向進(jìn)給鉆削的時(shí)候,鉆桿將受到切削液的粘滯作用。根據(jù)液體流變原理,密度越高粘度越大,對軸向鉆削產(chǎn)生的阻礙會隨之增大。鉆桿縱向振動固有頻率受到切削液的影響,進(jìn)而對鉆桿的縱向振動臨界轉(zhuǎn)速產(chǎn)生影響。所以在微量潤滑深孔加工時(shí),這種影響需要引起足夠的重視。
2.2 鉆桿扭轉(zhuǎn)振動
鉆桿的扭轉(zhuǎn)振動主要表現(xiàn)為在 BTA 鉆頭切削過程中,切削刃與工件作用下切削力扭矩產(chǎn)生的交變剪切力經(jīng)鉆頭傳遞到鉆桿。當(dāng)鉆桿轉(zhuǎn)速達(dá)到某一臨界值時(shí),鉆桿可能出現(xiàn)扭轉(zhuǎn)共振現(xiàn)象。鉆桿扭轉(zhuǎn)共振時(shí),若交變的剪切應(yīng)力達(dá)到較大的數(shù)值時(shí),會造成鉆桿的疲勞破壞。利用計(jì)算模型,從鉆桿長度和切削液密度方面考慮對鉆桿扭轉(zhuǎn)振動的影響。
2.2.1 鉆桿長度對扭轉(zhuǎn)振動的影響
圖 4 為計(jì)算結(jié)果,圖中鉆桿扭轉(zhuǎn)振動固有頻率隨鉆桿長度的增加而逐漸減小。圖 4 中出現(xiàn)了 22Hz 的扭轉(zhuǎn)振動固有頻率,轉(zhuǎn)換為鉆桿的臨界轉(zhuǎn)速為 210r / min,與實(shí)際微量潤滑鉆削加工過程鉆桿鉆速十分相近,易導(dǎo)致鉆桿共振。則在實(shí)際鉆削加工過程中,根據(jù)不同鉆桿長度,選擇合適的轉(zhuǎn)速,避免扭轉(zhuǎn)共振的發(fā)生。
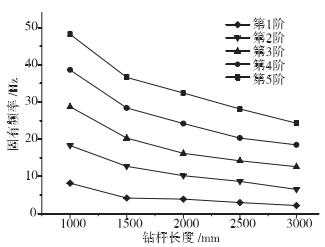
圖 4 鉆桿長度對鉆桿扭轉(zhuǎn)振動影響
2.2.2 切削液密度對扭轉(zhuǎn)振動的影響
考慮微量潤滑和不同切削液密度的條件下鉆桿扭轉(zhuǎn)振動,其計(jì)算結(jié)果如圖 5。由圖中可以看出隨切削液密度的變化,鉆桿扭轉(zhuǎn)振動的固有頻率保持不變。
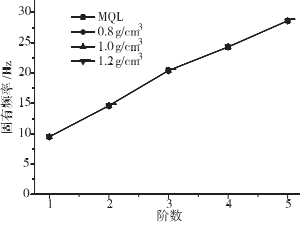
圖 5 切削液密度對鉆桿扭轉(zhuǎn)振動影響
2.3 鉆桿橫向振動特性分析
橫向振動是指垂直于鉆桿軸線方向的振動,在切削液作用下發(fā)生橫向振動時(shí),由于切削液的遲滯作用,增加了鉆桿的橫振慣性質(zhì)量,與鉆桿發(fā)生耦合振動。由實(shí)驗(yàn)統(tǒng)計(jì)數(shù)據(jù)可知橫向振動是導(dǎo)致鉆削過程失穩(wěn),甚至導(dǎo)致工件報(bào)廢的主要原因。橫向共振可以導(dǎo)致共振段鉆桿在自轉(zhuǎn)的同時(shí)以一定速度繞工件孔軸線進(jìn)行公轉(zhuǎn),由此產(chǎn)生的彎曲應(yīng)力將破壞鉆削穩(wěn)定性。鉆桿與工件內(nèi)壁的周期性碰磨,也將降低被加工工件的精度并加速鉆桿的疲勞破壞。選擇合適的加工切削參數(shù),避開橫向共振頻率,是減小鉆桿橫向振動的關(guān)鍵。采用計(jì)算模型,主要考慮鉆桿長度和切削液密度對鉆桿橫向振動的影響。
2.3.1 鉆桿長度對橫向振動的影響
取其 5 ~ 10 階時(shí)的固有頻率值進(jìn)行比較,振動受鉆桿長度的影響如圖 6 所示。鉆桿固有頻率隨著長度的增加而明顯降低。鉆桿長度的變化對橫向振動特性影響十分明顯。根據(jù)計(jì)算結(jié)果將固有頻率轉(zhuǎn)化為鉆桿對應(yīng)的轉(zhuǎn)速,在鉆桿鉆速為 150 ~ 250 r /min,鉆桿長度為 1000mm 時(shí)有 5 階; 鉆桿長度為 1500mm 時(shí)有 8 階,鉆桿長度為 2000mm 時(shí)有 13 階,鉆桿長度為 2500mm時(shí),有 15 階之多。
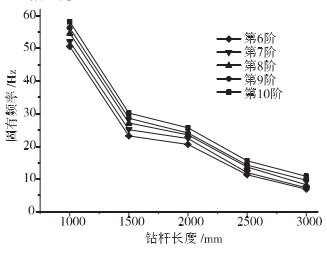
圖 6 鉆桿長度對鉆桿橫向振動影響
鉆桿橫向振動的低階固有頻率數(shù)值較小,其固有頻率間隔很小,在相同的鉆削工況條件下鉆桿橫向振動特性受其長度變化影響程度較大。采用不同鉆桿長度,將引起橫向振動固有頻率的變化。鉆桿越長,橫向振動固有頻率數(shù)值越小,各階頻率間隔也越小,在臨界鉆速范圍內(nèi)的階數(shù)就會相應(yīng)增加,鉆桿發(fā)生橫向共振的概率也就越大。這也說明了,在實(shí)際深孔鉆削加工過程中,鉆桿的橫向振動是難以完全避免的。
2.3.2 切削液密度對橫向振動的影響
考慮微量潤滑條件和不同切削液密度條件下鉆桿的橫向振動計(jì)算結(jié)果如圖 7 所示。由圖中可以看出在采用常規(guī)切削液潤滑時(shí),鉆桿橫向振動固有頻率較微量潤滑條件下頻率要低許多。切削液密度為 1. 0 g/cm3時(shí),各階頻率比微量潤滑時(shí)降低了 18. 63% 左右,且鉆桿固有頻率隨切削液密度升高而降低。因此,切削液性能對鉆桿橫向振動固有頻率影響較大,隨切削液密度的變化,對鉆桿固有頻率產(chǎn)生不同程度的影響。

圖 7 切削液密度對鉆桿橫向振動影響
2.4 耦合振動
由于鉆桿動態(tài)特性表現(xiàn)為非線性,因此在一定條件下,鉆桿有可能出現(xiàn)動力失穩(wěn)現(xiàn)象,發(fā)生橫向、縱向和扭轉(zhuǎn)的耦合振動,耦合振動對切削加工的穩(wěn)定性影響較大,因此有必要對耦合振動的發(fā)生機(jī)理進(jìn)行研究。
從圖 8 可以看出: 在微量潤滑鉆削中鉆桿橫向振動 3、5、6 階固有頻率分別等于扭轉(zhuǎn)振動 4、5、6 階頻率,表明當(dāng)外界激振頻率達(dá)這 3 種頻率時(shí),鉆桿發(fā)生橫向與扭轉(zhuǎn)耦合振動。鉆桿的第 3 階縱向振動和橫向振動固有頻率與 4 階扭轉(zhuǎn)振動頻率相同,表明當(dāng)外界激振頻率達(dá)這 2 種頻率時(shí),鉆桿將發(fā)生 3 種振動形式的耦合振動。因此在設(shè)計(jì)鉆桿和選擇切削工藝參數(shù)時(shí),要考慮這些參數(shù)對鉆桿振動特性的影響,以避免耦合振動的發(fā)生。
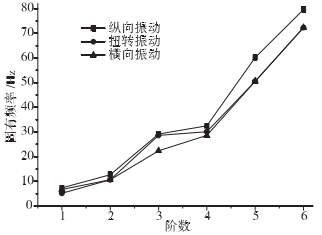
圖 8 微量潤滑下鉆桿三種頻率曲線
3、 結(jié)論
(1) 分析了深孔鉆削過程中切削液流體流動特性,通過雷諾方程說明了在深孔微量潤滑鉆削加過程工中切削液的流動形式為層流。
(2) 通過對鉆桿的振動特性分析,隨著切削液密度的降低,導(dǎo)致動態(tài)鉆削過程中阻尼作用變小,使鉆桿固有頻率升高振幅增大。
(3) 鉆桿縱向振動和扭轉(zhuǎn)振動各階固有頻率數(shù)值較大,其間隔也較大,安全轉(zhuǎn)速范圍選擇較寬; 橫向振動低階固有頻率數(shù)值較小,且其間隔也較小,安全轉(zhuǎn)速范圍較窄。
(4) 鉆桿長度對 3 種振動形式的固有頻率影響較為明顯,各階固有頻率隨鉆桿變長而逐漸減小,其間隔也隨之減小,安全轉(zhuǎn)速選擇的范圍較窄。
(5) 微量潤滑時(shí),容易產(chǎn)生某一個(gè)方向的共振,或3 種振動形式的耦合振動,共振產(chǎn)生的交變應(yīng)力將加劇鉆桿的疲勞破壞并影響鉆削過程的穩(wěn)定性。根據(jù)鉆削加工條件計(jì)算不同振動形式的臨界轉(zhuǎn)速,進(jìn)而選擇合適的轉(zhuǎn)速可以避開這 3 種臨界轉(zhuǎn)速,才能夠減少鉆桿共振,提高深孔加工過程的穩(wěn)定性。
來源: 機(jī)械工程與自動化學(xué)院; 山西省深孔加工工程技術(shù)研究中心
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別