



巧用工裝在車床上加工方形體工件
2020-4-24 來源:蘇州圣科閥門有限公司 作者:劉安明 季飛 張衛兵
摘要:為在普通車床上加工出方形體工件,特設計1套工裝,經現場使用驗證,合理高效,便于推廣。
現在大多數機械制造行業的企業都裝備了先進的加工設備,這充分體現出我國的制造業水平得到大幅度的提升。但是,這里也存在一些需要企業自身解決的問題,我們企業在加工一批閥體工件時就遇到過這樣的問題,工件如圖1所示。按工藝要求將圓柱體加工成方形體后制作成閥體,當時沒有高效率的適合加工方形體的設備。在這種情況下,沒有增置設備,也沒有依靠外部力量,而是在工藝、技術、設備和工裝上想辦法,經研究提出一套利用工裝在普通機床上加工方形體工件的方案,現總結如下:

圖1 工件
(1)工藝分析:圖1閥體工件由圓鋼下料成毛坯,在沒有合適設備情況下,先將工件處圓(方形體加工前的尺寸)及一端面加工好,然后加工另一端面并保證圖1中45mm的尺寸,即先加工出工件的長度尺寸。然后在數控加工中心機床上加工出圖1中f40+0.05 +0mm的孔、f 50mm的臺階及f14mm均布通孔,至此,加工方形體前所要加工的工序已加工完畢,因為可以利用f 40+0.05 +0m m 的孔、f14mm的孔定位以加工出方形體。所以這兩道工序很重要,在工裝上起到關鍵作用。經過上述工藝分析后,制定了工裝的制作方案。
(2)工裝的制作:工裝要保證產品質量、提高工效且經濟方便,最主要的一點是要加工出工件。工裝的組成如圖2所示。工裝的材料為45鋼,下料后經熱處理工藝處理以提高材料的強度。夾具體上部加工成四方體,下部為圓柱體。
四方體可裝夾4個工件體現其高效性。首先加工出適合車床夾圖1 工件持的圓柱體及端面部分,并在端面中間打1通孔(工藝孔),可用來支撐回轉頂尖和加工夾具體其他工序用。然后加工另一端面并保證兩端面平行度達±0.2mm,以保證夾具體的精度。當上述工序做好后,數控加工中心機床加工其余部分尺寸,在夾具體中心孔即工藝孔中放入螺釘和壓板,用螺母將夾具體緊固在工作臺上,先加工出夾具體4個面,然后按圖1中f40+0.05 +0m m孔、f 50m m臺階及f14mm均布孔的尺寸,在夾具體4個面上加工出相應的孔。f14mm的孔可放定位銷,限制工件方向的自由度(f14mm的孔可按工裝設計打兩個孔即可),f40+0 +0.05m m的孔放定位套,用來限制工件中心的自由度,同時在f 40+0.05 +0m m 的孔中加工出螺釘底孔,以安裝螺釘,用來加工下道工序固定工件用。
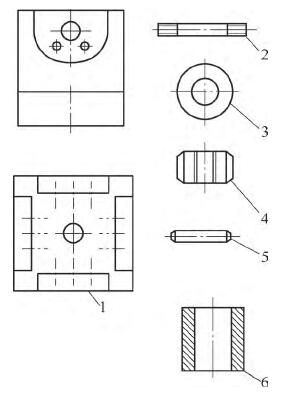
圖2 工裝組圖
1.夾具體 2.螺釘 3.墊片 4.螺母 5.定位銷 6.定位套
在制作f40+0.05 +0mm孔時,要注意該孔中心到夾具體端面的尺寸,以保證裝夾工件和加工過程的一致性。如f40+0.05 +0mm的中心尺寸到夾具體端面最好在39mm,工件高出端面1mm,給加工和測量帶來極大地方便。夾具體制作完成,再加工夾具體上的輔助零件,如圖2所示,這時工裝全部制作完成。工裝制作完成實體如圖3所示。

圖3 工裝實體
(3)工件加工:夾具體裝夾在車床上經試運轉(從低速到高速)一切正常。在兩個f14mm孔中安裝定位銷起限制工件方向的定位作用(在實際加工過程中后來只安裝了1個定位銷,雖然裝夾工件少了1個定位銷,但提高了裝夾工件的效率,仍達到限制工件自由度的目的,滿足裝夾工件的要求)。在f45+0.05 +0mm的孔中安裝定位套和螺釘,放入工件和墊片,用螺母緊固工件,限制工件2個自由度,保證工件整體裝夾安全。
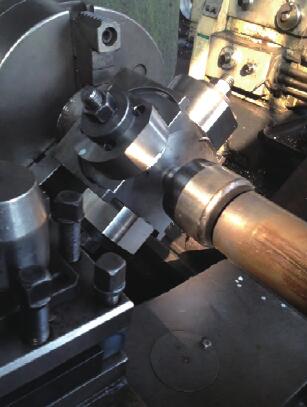
圖 4
工件裝夾好后可用回轉頂尖頂住夾具體,以保證工件加工過程中更平穩安全,如圖4所示。當4個工件裝夾好后,操作者要再仔細檢查一遍工件是否裝夾完好。加工時,4個工件同時加工1個面,相當于1次加工1個工件,體現出高效的特點。因為這是斷續切削車床,主軸轉速可以適當調使工件形成1個整體,走刀速度可以減緩。車刀選用45°角,
有利于切削。
在加工過程中 , 走刀順暢切削干脆,工件安裝牢固,沒有出現松動等不良現象,夾具在回轉頂尖支撐下轉動平穩且裝夾牢固。當工件1面加工好后,松開螺母取下工件重新安裝好繼續加工另1面。反復幾次后,工件4面全部加工好,1個完整的四方體工件加工完成,經檢驗完全符合圖樣要求。通過實際生產證明該工裝利用普通車床加工方形體完全適用,整套工裝剛性好,是1種高效率加工方體工件的方法。
(4)在沒有專用和高效率加工方形體工件設備的情況下,利用工裝在現有的普通車床上加工出方形體工件,在沒有外部力量和增加設備的情況下順利的完成了生產任務。通過生產實踐證明該套工裝操作簡易、設計合理、效率高及可行性強。希望給同類生產設計提供借鑒,共同進步。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

