


摘 要 : 以模塊化設計的經濟型數控機床是一種可持續發展方式,用磨床的主要部件,在普通外圓磨床上開發一種經濟型數控端面外圓磨床。根據端面外圓的兩種加工方式,將床身后頂面設計成墊板正、斜均可安裝;砂輪架為上下分體式可轉動結構;工作臺及砂輪架平、V 導軌參數與普通外圓磨床相同,使工作臺、墊板、頭架、尾架均可通用,提高產品的模塊化程度,又降低開發成本及縮短研發周期;兩軸進給系統考慮絲杠受熱變形因素采用一端固定一端鉸支方式;數控系統采用國產開通數控系統 SEC500。
關鍵詞 : 經濟型 數控端面外圓磨床 模塊化設計
經濟型數控端面外圓磨床在制造成本及加工精度上比數控的端面外圓磨床低。但這種配備低端的數控端面外圓磨床對加工精度要求相對偏低的用戶來講,即減少設備投資成本,又可實現一人多機,減少人工成本。對制造設計單位來講,從現有產品基礎上進行拓展開發,也有利于提高產品的模塊化,減少設計及制造成本,縮短試造周期。
Φ200 系列經濟型數控端面外圓磨床開發可在Φ200 系列普通外圓磨床的基礎上進行拓展開發。磨床主要構件為床身、砂輪架、頭架、尾架、兩軸進給系統、操縱系統。
1 、床身
因加工方式不同,床身重新設計。但床身總體布局和前床身平、V 導軌參數仍沿用普通外圓磨床,使工作臺、頭架、尾架部件均可相互通用。端面外圓磨床的進給方式可分為:斜頭直進和斜頭斜進[1],如圖 1、2 所示。兼顧兩種進給方式進行設計時,后床身整體偏左且安裝平面設計成斜、直兩種墊板都可安裝,回水槽設計成后置式,如圖 3 所示,冷卻水從兩側及后方回流到后床身右側再流回冷卻液箱。這種外露式回水槽相比較在后床身中間的過橋水槽清理更方便,不會因磨屑沉積造成回水不暢。因數控磨床的液壓結構簡單,只需在床身后側裝一個電動稀油潤滑泵對絲杠及工作臺進行潤滑,因此床身設計時在床身內腔的上層設計潤滑油回油區,下腔在保證床身的靜、動剛度的前提下作開放式設計。床身內腔不設油池,可避免傳統磨床那樣當油泵開啟時,由于液壓部件發熱導致油溫高,從而使床身受熱變形,引起平、V 導軌的幾何精度變化。
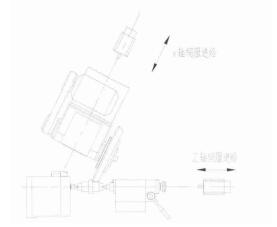
圖 1 斜頭直進示意圖
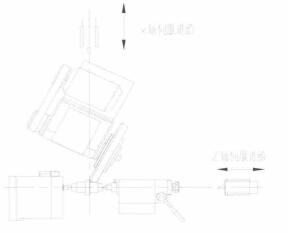
圖 2 斜頭斜進示意圖

圖 3 回水槽示意圖
2 、砂輪架
數控端面外圓磨床的砂輪架可借用 Φ200 系列萬能外圓磨床,此種砂輪架結構為上下兩層,中間有定位柱和滑槽,如圖 4 所示。
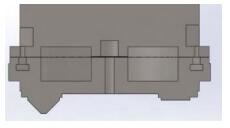
圖4 砂輪架分層結構
通過上下兩部分相對轉動一定角度,就可以實現斜、直兩種進給方式,如圖 5、圖 6 所示。砂輪架主軸系統有“軸瓦式動壓”和“動-靜壓軸承”結構。采用軸瓦式軸承只要將原體殼加工成左右對稱,砂輪架主軸因兩端螺紋旋轉方向不同需重新設計,如圖 7、圖 8 所示。砂輪架電機只要出線方向相反,電機參數相同就可以了。這樣制造成本小,試制周期短。如改為動-靜壓軸承,因產品庫中無結構可借用,需要重新設計,制造成本與周期也相應增加。但因為這種結構綜合了動壓軸承和靜壓軸承的優點,在其內部等距分布了四個對稱的油腔,油腔深度為0.02~0.04 mm,四周為節流邊,它和軸頸之間保持適當的間隙,一般為 0.02~0.04 mm,在低速時依靠壓力油產生承載油膜,故靜壓力效應較大;在高速時能產生較大的附加承載油膜,動壓效應較大;所以軸承精度比軸瓦式高[2]。
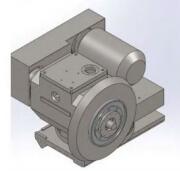
圖 5 斜軸斜進進給方式示意圖

圖6 斜軸直進進給方式示意圖
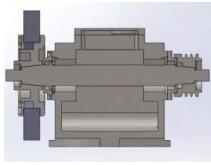
圖 7 普通外圓磨床的砂輪架示意圖

圖 8 端面外圓磨床的砂輪架示意圖
3 X、Z 軸進給系統
X、Z 軸進給系統的設計主要考慮:傳動方式、支承方式、絲杠參數。X、Z 兩軸傳動方式為滾珠絲杠副+伺服電機控制。滾珠絲杠副是由絲杠、螺母、滾珠組成的機械元件,是傳統螺紋絲杠的進一步延伸發展。
滾珠絲杠的支承和支承方式關系到絲杠副的剛度,所以一般縱向滾珠絲杠的支承方式可采用左端深溝球軸承鉸支承,右端兩對角接觸球軸承固定支承,這樣保證絲杠發熱變形時可向左側遠離砂輪方向延伸;橫向滾珠絲杠因為在磨削時一直承受很大的橫向力,所以前后均采用角接觸球軸承支承以提高剛度,支承方式采用前端固定后端鉸支,保證絲
杠發熱變形時可向后延伸,這樣可使主軸熱變形影響減至最小限度[3]。
絲杠設計參數主要是底徑及導程,可根據同類產品進行預選后驗的方式進行設計。以 X 軸選絲杠設計為例,先根據普通磨床的絲桿預估選定 X 軸絲杠型號為 FFZD3205-5;支承方式采用前端游動,后端固定;固定端軸承型號 7305AC,游動端軸承型號 6305。砂輪架預估總成重量 W 為 3 420 N,砂輪架最大行程 Lmax 為 269 mm,砂輪架滾動導軌的
摩擦因數μ為0.1,快速進給速度vmax設為2 m/min,X軸向切削力Px約為500 N,反向差值設定10 μm,重復定位精度設定 6 μm,然后進行驗證。
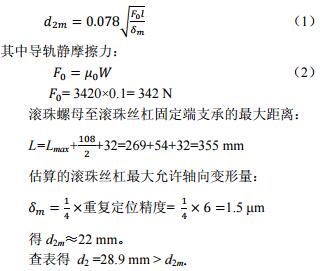
3.1 滾珠絲杠副的底徑 d2校核估算滾珠絲杠副的底徑:
3.2 傳動系統剛度驗算
滾珠絲杠副的最小拉壓剛度:
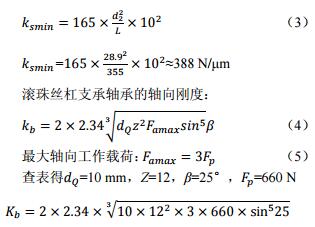
滾珠絲杠副滾珠與滾道的接觸剛度:

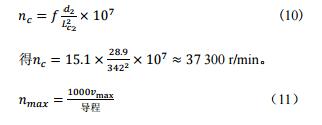
3.3 驗算臨界轉速
結語
隨著制造業 新一輪的轉型升級,從全球提倡綠色制造的大方向下,在滿足用戶加工要求的前提下,模塊化設計的經濟型數控機床對用戶和制造商都是一種可持續發展的方式。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

