


T68鏜床改造的實施探索
2018-6-25 來源:- 作者:陸雯
摘要:T68鏜床是一種精密加工機床,目前的臥式鏜床大多采用傳統(tǒng)的繼電器、接觸器控制,電路復雜,生產(chǎn)率低下;本文利用PLC對臥式鏜床控制線路進行改造,利用變頻類型的選擇主軸電機進行調速,最后結合觸摸屏技術生成人機操作界面,在簡化線路,提高系統(tǒng)可靠性,簡化故障診斷與排故的基礎上,使得系統(tǒng)的操作更具有直觀性。
關鍵詞:觸摸屏技術;PLC;變頻器;機電一體化;T68鏜床
一、改造目的
第一,變頻器控制T68鏜床的目的。而變頻器調速性能好,控制精度和調速的平滑性很高,能滿足任何工況運行對傳動速度范圍和精度的調節(jié)要求,實現(xiàn)平滑無級變速。第二,PLC 改造 T68 鏜床的目的。目前,機床對電氣的控制也有了更高的要求,人們可以利用可編程控制器來取代傳統(tǒng)鏜床中的繼電器、接觸器控制的電路部分。第三,觸摸屏技術引入的目的。觸摸屏技術作為一種新型的人機界面,強大的功能及優(yōu)異的穩(wěn)定性使它非常適用于工業(yè)環(huán)境,還可以使機器配線標準化,簡單化,也相對提高整套設備的附加價值。
二、改造思路
第一,變頻器改造。當控制線路中有按扭或位置開關動作,將有相應的輸入信號輸給可編程控制器,立即有相應的輸出信號輸給變頻器,再由變頻器輸出相應的信號控制電機的正反轉和高低速變速轉換。
第二,PLC 改造。通過對 T68 鏜床電氣所有硬件部分接線方式的了解與認識,從實際連線出發(fā)掌握鏜床的工作原理以及各機械部件的動作方式。然后按照其接線畫出相應原理圖,并對其進行注釋。對原理圖作進一步的分析,將所有的機械動作原件轉換成以 PLC的軟件控制。
第三,觸摸屏改造。構建觸摸屏界面,直接操作觸摸屏上的操作按鈕,實現(xiàn)對電動機的直觀控制。
三、改造實施過程
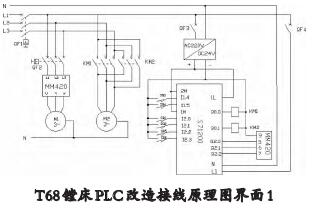
第一,MM420變頻器對T68鏜床主軸變速進行改造。在 MM420 變頻器中輸出接口用到了Q2.0,Q2.2,Q2.2分別所控制的是 M1 的低速運轉、高速運轉和正反轉控制,并且產(chǎn)用的是外部控制。
2、MM420變頻器參數(shù)恢復出廠設置
3、PLC 控制變頻器驅動電動機高低速正反轉操作參數(shù)設置目標:P0003=2,P0700=2,P0701=16,P0703=12,P1000=3,P1001=20.00(低速運行
第二,PLC 對 T68 鏜床控制線路的改造。頻率為 20Hz),P1002=30.00(高速運行 頻 率 為 30Hz),P1120=1.50,P1121=1.00。其一,PLC的選擇。人們所運用的傳
統(tǒng) T68 鏜床輸入端一共有 12 個,輸出端有6 個。選用型號為 FX2N-24MR 的可編程序控制器。其二,保留及改造部分。當采用PLC 實現(xiàn)對 T68 鏜床的電氣改造時,照明、變壓器及相關電路保持不變,原繼電器控制系統(tǒng)中的行程開關改為 PLC 的輸入設備;接觸器線圈為 PLC 的輸出設備。保留控制部分所有的按扭和位置開關,作為可編程控制器的信號輸入部分,按照正常使用鏜床操作流程,通過可編程控制器編程,輸出相應的輸出信號,控制變頻器實現(xiàn)高低速,正反轉。
其三,PLC對T68鏜床改造后的I/O分配。輸入:SQ1,高低速轉換開關;SQ2,變速沖動;SQ3,主軸電機限位開關;SQ4,工作臺限位開關;SQ5,快速進給電機正轉;SQ6,快速進給電機反轉;輸出:Q2.0,5(變頻器引腳),變頻低速運行;Q2.1,6(變頻器引腳),變頻高速運行;Q2.2,7(變頻器引腳),變頻正/反轉;Q0.0,KM1,進給電機正
轉;Q0.1,進給電機反轉;其四,調試過程主要包括兩部分的運行調試:(1)主軸電機的啟動與停止控制:包括主電動機的正向點動、反向點動、正向低速轉動、反向低速轉
動、正向高速轉動和反向高速轉動六種旋轉運動方式,還有就是停車制動;(2)主軸及進給的變速控制,具體調試過程見后面的調試錄像鏈接。
第三,觸摸屏改造。根據(jù)項目功能要求 ,人 們 已 經(jīng) 選 用 了 FX2N 系 列 PLC 與MT500 觸摸屏控制,通過觸摸屏實現(xiàn)整個過程的自動控制。
第四,運行調試。將組態(tài)程序下載到觸摸屏后,使PLC 與觸摸屏連接,接通電源進行調試。見調試錄像展示,按下 Ctrl 的同時,按下鏈接播放調試運行過程。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)