


數控銑鏜床滑枕的撓度補償
2019-1-15 來源: 蕪湖恒升重型機床股份公司 作者:孫 躍 華
【摘 要 】介 紹 數 控 銑 鏜 床 兩 種 可 行 的 撓 度 補 償 電 氣 技 術 方 案 , 修 正 滑 枕 ( 鏜 桿 ) 伸 出 時 機 械 位 置 偏 差 , 提 高機 床 加 工 精 度 。
【關鍵詞 】數 控 系 統 ; 撓 度 變 形 ; 機 械 拉 桿 ; PLC 邏 輯 控 制 ; 垂 度 補 償
0 引 言
精 度 是 數 控 機 床 的 重 要 考 核 指 標 之 一 。 大 型 數 控方 滑 枕 銑 鏜 床 , 是 集 機 、 電 、 液 一 體 化 的 高 技 術 含 量 機械 加 工 設 備 。 數 控 銑 鏜 床 的 滑 枕 在 主 軸 箱 內 作 前 、 后移 動 , 同 時 支 撐 鏜 軸 在 滑 枕 內 作 水 平 移 動 。 兩 個 移 動行 程 疊 加 , 可 解 決 大 型 零 件 遠 距 離 平 面 銑 削 和 鏜 削 加工 。
加工 過 程 中 ,由于 滑 枕 、鏜銑 頭 、附件 的 自 身 重 量及 機 械 結 構 等 原 因 ,在伸 出 距 離 較 大 時 ,滑枕 和 鏜 軸會 因 為 剛 性 不 足 而 產 生 彎 曲 ,引起 撓 度 變 形 ,相關 的機 床 坐 標 軸 將 產 生 位 置 偏 差 ,降低 了 機 床 的 加 工 精度 。因 此 下 垂 撓 度 的 補 償 一 直 是 影 響 產 品 質 量 和 性 能的 關 鍵 技 術 難 題 。
1 、總 體 方 案
通 過 將 機 械 拉 伸 機 構 與 液 壓 技 術 、傳感 技 術 智 能化 融 合 在 一 起 ,使 控 制 系 統 可 以 系 統 地 、 靈 活 地 實 現補 償 目 的 , 以 達 到 預 期 的 效 果 。 西 門 子 數 控 系 統 提 供了 多 種 補 償 功 能 , 其 中 包 括 反 向 間 隙 補 償 、 插 補 補 償 、前 饋 補 償 、 溫 度 補 償 等 。
1 . 1 機 械 補 償 機 構
為 了 增 加 方 滑 枕 的 剛 性 , 減 小 由 于 方 滑 枕 伸 出 時的 變 形 對 機 床 幾 何 精 度 的 影 響 , 在 方 滑 枕 上 部 安 裝 了兩 套 拉 桿 油 缸 機 構 , 隨 著 方 滑 枕 伸 出 位 置 的 變 化 , 電液 比 例 閥 控 制 油 缸 的 壓 力 也 隨 之 改 變 , 保 證 了 方 滑 枕的 直 線 度 。
主 軸 箱 采 用 雙 吊 點 平 衡 結 構 , 主 吊 點 與 立 柱 內 平衡 錘 相 連 , 用 以 平 衡 主 軸 箱 的 重 量 。 補 償 吊 點 的 一 端固 定 在 主 軸 箱 前 端 的 油 缸 活 塞 桿 上 , 通 過 一 組 輪 系 與主 軸 箱 后 端 固 定 連 接 , 當 滑 枕 伸 出 位 置 改 變 時 , 電 液比 例 閥 油 缸 壓 力 隨 之 變 化 , 從而 使 補 償 吊 點 的 拉 力 產生 相 應 的 變 化 , 使 主 軸 箱 部 件 重 心 位 移 得 到 補 償 , 從而 使 主 軸 箱 保 持 原 平 衡 狀 態 , 保 證 了 滑 枕 移 動 精 度 ,從 而 保 證 了 機 床 的 加 工 精 度 。方 滑 枕 前 端 面 可 安 裝 附 件 頭 和 感 應 開 關 , 機 床 在方 滑 枕 前 端 面 安 裝 加 工 用 附 件 后 ,滑 枕 的 重 心 也 會 發生 變 化 , 為 了 補 償 重 心 的 變 化 , 在 主 軸 箱 前 方 滑 枕 支撐 中 間 位 置 安 裝 了 一 個 附 件 支 承 油 腔 , 當 安 裝 不 同 重量 附 件 時 , 經 感 應 開 關 識 別 , 由 電 液 比 例 閥 控 制 油 腔增 加 不 同 的 壓 力 , 并 且 壓 力 隨 方 滑 枕 的 位 置 變 化 而 變化 。平 衡 了 附 件 的 重 力 及 附 加 的 扭 矩 。
1 . 2 電氣 控 制 實 現 撓 度 補 償 技 術
機 床 一 般 采 用 西 門 子 數 控 系 統 。設定 滑 枕 前 后 移動 為 Z 軸 , 鏜 桿 水 平 移 動 為 W 軸 , 主 軸 箱 上 下 移 動 為Y 軸 、 立 柱 左 右 移 動 為 X 軸 。
對 于 滑 枕 伸 出 的 下 垂 偏差 量 , 通 常 采 用 兩 種 補 償 方 式 : 一 是 通 過 編 制 數 控 系統 PLC ( 可 編 程 序 控 制 器 ) 程 序 , 控 制 高 精 度 電 液 比 例閥 的 放 大 器 , 驅 動 機 床 機 械 機 構 的 動 作 , 二 是 利 用 數控 系 統 的 垂 度 補 償 選 項 功 能 進 行 補 償 。
1 . 2 . 1 PLC 程序 控 制 液 壓 裝 置 補 償
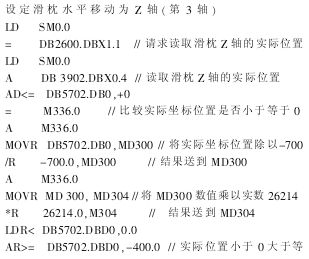
在 滑 枕 前 后 移 動 時 ,數控 系 統 PLC 循 環 讀 取 滑 枕移 動 位 置 , 檢 測 出 垂 直 坐 標 的 位 置 偏 差 數 值 , 通 過 編制 的 西 門 子 S7 PLC 程序 進 行 自 動 邏 輯 運 算 處 理 ,不斷 調 節 電 液 比 例 閥 控 制 放 大 器 的 0~ 10V 模 擬 電 壓 , 使上 述 機 械 機 構 中 的 拉 桿 油 腔 壓 力 達 到 適 當 比 值 , 提 供不 同 的 拉 力 。最 初 的 補 償 思 路 是 在 滑 枕 的 有 效 行 程 內 , 以 滑 枕( 鏜 桿 ) 伸 出 最 小 位 置 為 曲 線 原 點 , 以 其 伸 出 最 遠 端 和原 點 之 間 建 立 補 償 行 程 , 采 集 若 干 垂 直 坐 標 ( Y 軸 ) 位置 點 的 偏 差 值 , 給 出 電 液 比 例 閥 放 大 器 的 對 應 模 擬 電壓 值 。 但 實 際 補 償 時 發 現 由 于 液 壓 流 動 性 的 影 響 , 滑枕 移 動 時 , Y 軸 位 置 抬 高 補 償 延 遲 滯 后 , 跳 動 較 大 , 存在 瞬 間 突 變 , 線 性 較 差 , 且 PLC 控 制 程 序 輸 入 繁 瑣 , 調試 復 雜 。改 進 后 將 補 償 值 與 行 程 以 曲 線 ( 或 線 段 ) 制 作 補 償數 據 曲 線 圖 表 , 并 分 割 成 多 段 直 線 , 在 一 定 的 距 離 間隔 中 , 通 過 設 定 或 修 改 用 戶 數 據 , 改 變 線 段 的 斜 率 , 使電 液 比 例 閥 放 大 器 電 壓 基 本 連 續 變 化 , 補 償 拉 力 同 步線 性 增 加 或 減 少 , 系 統 PLC 程 序 簡 潔 明 了 , 也 便 于 批量 調 試 , 用 戶 可 在 參 數 表 中 隨 時 設 定 數 據 并 加 以 調整 。以 西 門 子 828D 數 控 系 統 行 程 700mm 為 例 , 選 擇 滑枕 Z 軸 0 ~ - 400 , - 400 ~ - 700 兩 段 負 向 行 程 , 確 定 補 償直 線 的 斜 率 比 值 , 下 述 程 序 ,簡 要 說 明 電 氣 邏 輯 程 序補 償 過 程。

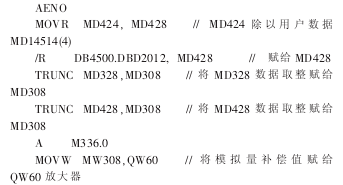
MOVW MW308,QW60 // 將 模 擬 量 補 償 值 賦 給QW60 放大器其 中 QW60 為 輸 出 到 放 大 器 的 模 擬 電 壓 , 調 整 MD14514 用 戶 參 數 匹 配 比 例 閥 體 輸 出 壓 力 。
1 . 2 . 2 數 控 系 統 垂 度 補 償 功 能
對 于 該 選 項 功 能 , 應 使 用 相 應 的 系 統 參 數 激 活 該功 能 :
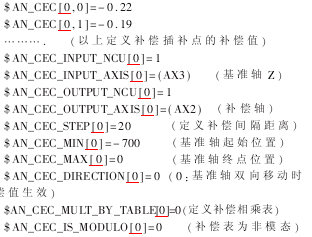
1 ) 定 義 滑 枕 Z 軸 為 基 準 軸 , 受 基 準 軸 影 響 的 主 軸箱 上 下 移 動 Y 軸 定 義 為 補 償 軸 。 基 準 軸 作 為 輸 入 , 補償 軸 作 為 輸 出 。
2 ) 利用 參 數 “ MD18342 : $ MN_MM_CEC_MAX_POINT〔 t 〕 ” 根 據 滑 枕 基 準 軸 的 行 程 設 定 垂 度 補 償 的 最 大 補償 點 數 ; 最 大 補 償 點 數 由 基 準 軸 的 行 程 確 定 補 償 區 間和 補 償 步 距 , 計 算 出 合 適 的 補 償 點 數 。
3 ) 備份 機 床 數 據 ,再回 裝 備 份 數 據 ,數控 系 統 會 自動 生 成 垂 度 補 償 表 的 初 始 化 文 件 。 設 置 “ SD41300 :$ SN_CEC_TABLE_ENABLE 〔 t 〕 = 1 ” , 激 活 垂 度 補 償 表 。
4 ) 打 開 補 償 文 件 , 將 誤 差 值 填 入 補 償 文 件 中 。
5 ) 輸入 或 運 行 補 償 文 件 ,設定 軸 參 數 MD32710 = 1 ,重 啟 系 統 , 返 回 機 床 參 考 點 后 補 償 值 生 效 。
6 ) 在“診斷 ”畫面 的 絕 對 補 償 測 量 系 統 中 移 動 Z可 查 看 到 Y軸生 效 的 補 償 值 。
滑 枕 上 安 裝 有 不 同 重 量 附 件 ,會 產 生 不 同 的 撓 度 變化 , 因 此 要 求 各 附 件 對 應 有 各 自 補 償 數 據 。 系 統 可 以 生成 多 個 補 償 表 文 件 (最 大 61 個 ) , 將 補 償 文 件 格 式 改 為加 工 程 序 , 輸 入 補 償 值 , 選 擇 運 行 補 償 零 件 程 序 , 以 適 應各 種 附 件 克 服 撓 度 對 機 床 位 置 精 度 的 影 響 。
2 、結 束 語
通 過 西 門 子 數 控 系 統 垂 度 補 償 功 能 以 及 編 制 的PLC 補 償 程 序 , 有 效 地 解 決 了 機 床 滑 枕 伸 出 加 工 時 的精 度 誤 差 問 題 , 較 好 地 抑 制 撓 度 變 形 ,從而 提 高 了 機床 的 加 工 精 度 。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

