


質量定心孔機床在曲軸加工中的應用
2017-12-21 來源: 神龍汽車有限公司 作者:劉雪松 易曉姣
摘要:簡述曲軸動平衡偏心量的分解方法,并在此基礎上分別介紹了兩種質量定心孔機床偏心量的調整方法和調整原理:法國COMAU機床采用四個調整軸,分別按兩端偏心量要求直接調整曲軸位置,實現曲軸的定心孑L位于質量中心孑L處;西班牙ETXE—TAR機床采用兩個調整軸移動曲軸的位置和兩端坐標偏移相結合的方法,問接巧妙地實現曲軸的定心孔位于質量中-5,:fL處。對比分析兩種機床偏心調整驅動的結構區別,識別各機床的制造成本和精度調整上存在的優缺點,為購買設備提供一定的經驗反饋。
關鍵詞:曲軸 定心孔 平衡
1、前言
曲軸的不平衡量是導致發動機產生振動和噪音的主要原因。目前大多數企業都采用帶補償量的質量中一C,:fL定位方式加工曲軸。相比采用幾何中心孔定位方式,帶補償量的質量中心孑L定位可以減少曲軸動平衡時的去重量,提高動平衡的合格率、降低廢品率、縮短工時、提高生產效率。目前,由于質量定心孑L機床制造廠家不同,實現曲軸位置調整的方法不同。了解實現曲軸位置調整的方法和原理,有利于機床維修和進行質量調整。以法國COMAU質量定心孔機床和西班牙ETXE—TAR質量定心孔機床為例分別對其定心原理進行研究分析。
2、曲軸偏心量分解方法
曲軸的幾何中心和質量中心往往存在一些偏差,即偏心。如圖1所示,A點為質量中心,曰點為幾何中心,砑即為偏心量,可分解到水平和垂直兩個方向H/V 。
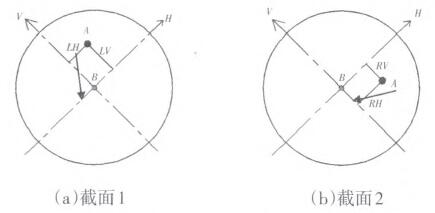
圖1 曲軸不平衡量合成分解示意
曲軸的偏心量可由動平衡測量機測量,偏心量數據傳給中心孑L加工機床,這種機床都設計有曲軸位置調整軸,使曲軸的質量中心移動到幾何中心的位置。根據動平衡理論,轉子在多個平面的動不平衡問題可以轉換為任意兩個平面的不平衡問題;因此,動平衡測量機測得的數據經過處理,傳給中心孔機床的數據是曲軸兩端特定截面的偏心量即LH、LV(左端水平豎直方向)、RH、RV(右端水平豎直方向)。
如圖2所示,曲軸的不平衡量被分解到A-A平面和c—C平面。加工時,工件的A—A、c—c截面分別放在左右調整塊的位置,通過驅動軸前進或后退調整曲軸相對機床的位置,從而實現偏心。
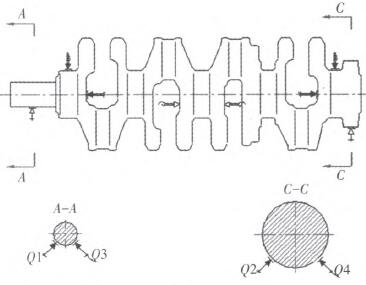
圖2曲軸定位加緊示意
3、質量定心孔機床
3.1法國COMAU質量定心孔機床定心原理
神龍汽車公司EW發動機曲軸L3生產線建于2008年,opl0鉆中心孔機床使用的是法國COMAU質量定心孔機床,該機床針對四個調整值LH,LV、RH、RV分別設計有4個調整軸,圖3所示為CO.MAU質量定心孔機床坐標系示意,其中Q1、Q2、p3、Q4為調整軸,與水平方向成450,且與Z軸的垂直面平行。y、z為幾何軸,在該坐標系中編程刀具運行加工中心孔。
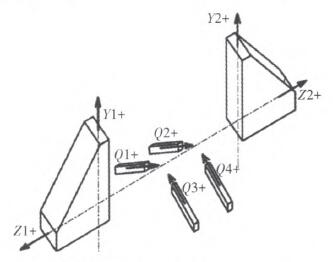
圖3 COMAU質量定心子L機床坐標系示意
這種設計直接根據LH、LV、RH、RV值進行調整,不需轉換,比較直觀。調整時如圖2所示:Q1軸按胡移動、Q3軸按Ly移動,完成左側A-A平面處的偏心量調整;(22軸按RH移動、Q4軸按RV移動,完成右側C—C平面處的偏心量調整。每個調整軸均有一個小型伺服電機驅動以調節工件按偏心量要求進行定位,調整部位共需要四個電機驅動。調整后夾緊工件,中心孔按YI=0、Y2=0定位,Z1、z2進給鉆孔,完成質量定心孔的加工。
但是,這種情況下需要保證機床左右兩邊刀塔的中心絕對對齊,】,方向可以人為修正,x方向只能通過機床制造來保證。
3.2 ETXE—TAR質量定心孔機床定心原理介紹
EB發動機曲軸生產線建于2014年,opl0鉆中心孔機床使用的是艾西塔ETXE—TAR質量定心孔機床,機床結構有別于COMAU質量定一5,q‘L機床,僅使用兩個調整軸。圖4所示為ETXE—TAR質量定心孔機床坐標軸,x、y、z為幾何軸。u1、眈為兩端截面處的調整軸,只能進行水平方向的移動,調整驅動軸模型詳細結構見圖5。
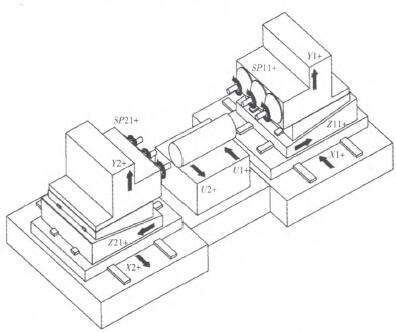
圖4 ETXE—TAR質量定心孑L機床坐標軸示意
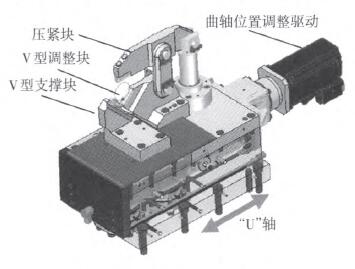
圖5調整驅動軸(U軸)模型
僅僅使用兩個水平方向移動的調整軸不能夠直接實現四個方向的調整,因此ETXE—TAR對偏心數據進行分解處理和轉換,將總移動量分解為調整u軸移動量和坐標系偏置量。使u軸移動量和坐標系偏置量的和滿足總移動量。
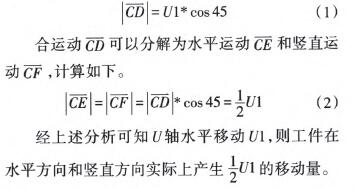
U,軸水平移動Ul,則工件實際在水平方向和豎直方向上產生U1的移動量,原因如下。如圖6所示,如果U軸水平移動Ull(按箭頭方向),則工件的合運動是沿著OD方向移動了歷,計算如下。
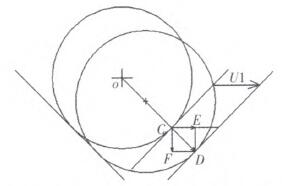
圖6 U軸移動產生的工件實際移動量示意
為滿足調整量LH、LV、RH、RV,ETXE—TAR對數據進行了處理,具體如下。a.U軸的調整量。眈軸為£u,U1軸為RU。b.機床坐標系偏置量。通道2(左側)分別為X-LESP,Y_LESP;通道1(右側)分別為X_ESP,y-ESP。左右兩邊水平和豎直方向均要滿足總移動量LH、LV、RH、RV要求,計算如下。
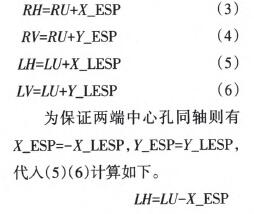
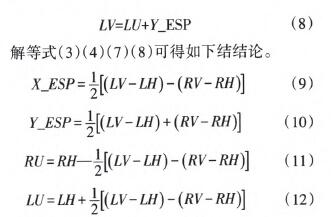
綜上,已成功將調整量分解為u軸移動量和坐標系偏置量。因此,當偏心量刪、LV、RH、RV數據傳給中心孔加工機床時,機床程序中將坐標系按X_ESP,Y_ESP偏置,同時U軸移動按LU、RU移動開始加工,即可實現曲軸定一C,qL按偏心量要求加工。
3.3 兩種結構對比
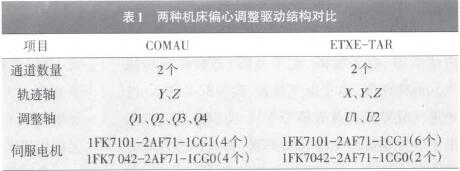
表1所示為兩種機床偏心調整驅動部分結構的對比,從表1中內容可以看出兩種機床均有兩個通道,分別加工兩端的中一b:fL。COMAU機床包含軌跡軸Y、Z(4個伺服電機驅動)和調整軸Ql、Q2、Q3、Q4(4個小型伺服電機驅動);ETXE—TAR機床包含軌跡軸x、y、Z(6個伺服電機驅動)和調整軸Ul、睨(2個小型伺服電機驅動),兩種機床使用的伺服驅動數量均為8個,但是大的伺服電機和配套的滾珠絲杠副的成本高一些,因此ETXE-TAR機床制造成本要高一點。然而,由于COMAU機床有l,軸沒有x軸,因此兩端在x方向的對零只能由機床制造安裝精度保證,設備老化、二次運輸均會導致兩端中心孔同軸度很難保證;而ETXE—TAR機床只要設備穩定性好,是完全可以通過X、l,坐標的修正補償保證兩端中心孔的同軸度。雖然ETXE—TAR機床的結構設計需要對偏心量數據進行處理,但其原理過程并不復雜,程序中的運算也相當簡單,不會增加編程人員的工作量。
在偏心量調整范圍方面,神龍公司EW和EB曲軸毛坯要求偏心量小于0.5 mm,從生產實際可知兩種機床均可以完成這一要求。
4、結束語
了解設備的結構特點,在新項目設備選擇時可根據需要選擇合適的機床,提高投資的性價比。針對調整結構設計方面進行比較,ETXE—TAR機床成本高于COMAU機床;精度方面在使用初期無區別,應考慮產量來選擇設備。小批量生產、短期壽命(約10年)生產建議使用COMAU機床,較大批量生產、長壽命產品的生產(約20年),采用ETXE—TAR機床可以避免設備老化后精度恢復難的問題。在具體的機床選擇時還要結合機床其他方面的結構特征綜合進行考慮。同時了解曲軸定心孔加工機床動平衡偏心量調整的方法原理和機床結構特點,有助于分析解決現生產中動平衡質量問題。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

