



旋轉升降機構在C6163A型車床上的應用
2020-5-20 來源:成都南車聯發鐵路配件有限公司 作者:羅明
摘要:旋轉升降機構能實現360°旋轉、機床導軌面上移動及上、下升降運動。此機構在C6163A型車床上應用,能大大減少天車吊裝工件的頻率及等待時間,從而提高生產效率。
C6163A 型 車 床 承 擔 著D F4B、D F4D、S S3B和S S7C型車軸的半精車任務。由于車軸總長在2300mm左右,且質量大約0.6t,吊裝及調頭車削,必須通過天車配合。在該條生產線上,僅有一部天車,承擔著車軸、車輪的吊裝任務。當操作者車完一端需調頭車削時,天車可能在吊裝其他產品,這時就會產生許多的等待時間,從而降低了生產效率。
通過現場調研,所需半精車車軸,中端外圓不需要車削,僅加工兩端軸端,加工好一端后就需天車起吊、調頭加工另一端。不需要天車,就能實現工件調頭任務,是此次設計機構的關鍵點。機構裝配圖如附圖所示。
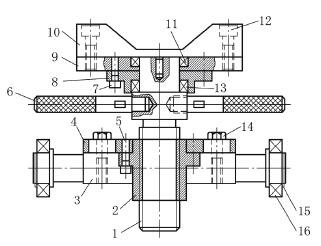
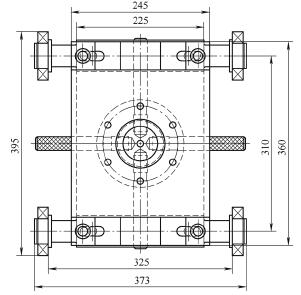
機構裝配圖
1.梯形桿 2.梯形套 3.滾輪軸 4.下支撐板 5、7、12.圓柱頭內六角螺釘 6.旋轉手柄 8.軸承套 9.上支撐板10.V形塊 11、16.深溝球軸承 13.推力球軸承 14.六角頭螺栓 15.軸用彈性擋圈
工作過程 : 將旋轉升降機構通過吊裝螺孔,放置于車床導軌凹槽上→轉動旋轉手柄調整V形塊高度,使之不接觸車軸→車軸通過天車吊裝,在車床上通過兩頂尖裝夾→車車軸一端→車完后,將機構通過滾輪移動置于車軸中段,通過調整V形塊高度,使之平穩支撐整個車軸→松開尾座頂尖,移動刀架至尾座位置→旋轉工件180°,調頭裝夾→轉動旋轉手柄調整V形塊高度,使之不接觸車軸→車車軸另一端。
設計分析:①設計此機構首先確定機床中心高及導軌凹槽間距、寬度。②車軸通過兩V形塊支撐,為防止車軸放置時碰傷故設計為100°開口。③由于車軸長度在2300mm左右,為保證車軸放置的平穩性,使V形支撐間距盡可能加長。④要實現車軸180°轉動,通過加滾動軸承實現。⑤為保證轉動的平穩性,通過推力球軸承保證。⑥要實現升降運動,通過梯形螺紋傳動來實現。⑦該機構支撐工件時,盡量找到平衡點,通過兩對滾動軸承在車床導軌凹槽處移動調整實現。⑧支撐上部可通過下部腰形槽調整中心位置,實現V形中心相對兩頂尖中心一致。該機構結構緊湊,承載能力強,中心點可調。機構在C6163A機床上運用后,大大減少天車吊裝的等待時間,無形中提高了生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

