


摘要: 介紹了高速深孔加工數(shù)控機床的結(jié)構(gòu)、主要技術(shù)參數(shù)和創(chuàng)新點。
關(guān)鍵詞: 數(shù)控機床; 結(jié)構(gòu); 設(shè)計
高速深孔加工數(shù)控機床可廣泛應(yīng)用于發(fā)動機缸體、拖拉機變速箱、曲軸等零件的深孔加工。
目前深孔加工通常使用以下幾種方式:
( 1) 用普通刀具分工序進行加工,其缺點是工序長,占用機床臺數(shù)較多。
( 2) 用槍鉆進行加工,孔加工質(zhì)量好,其缺點是加工時間長,需要的機床數(shù)量多。
( 3) 選用新型深孔鉆刀具,在加工中心上一次加工到位,但其設(shè)備投資太大。以上方式設(shè)備投資均太大,且后期運營成本較高。高速專用型深孔鉆床既能有效提高生產(chǎn)效率,又能減少設(shè)備投資。
1 、機床概述
1. 1 機床主要部件及布置形式
機床采用臥式雙面雙工位布置形式,中間有一個液壓移位滑臺,移位滑臺上面放置夾具。滑臺底座左右側(cè)面各連接一個非標側(cè)底座,每個側(cè)底座上各放置一個數(shù)控進給滑臺和一個液壓進給滑臺,滑臺臺面上放置非標鉆削頭,鉆削頭的主軸是有內(nèi)冷孔的加工中心主軸( 帶旋轉(zhuǎn)接頭和打刀缸) ,配有鉆削頭傳動裝置。輸送裝置連接在夾具本體上,隨夾具一同移位。機床自動輸送工件,液壓夾緊,并采用自動潤滑系統(tǒng)進行導(dǎo)軌潤滑。機床主軸帶有內(nèi)冷卻,冷卻液從滑臺底座排 入冷卻箱內(nèi),冷卻箱內(nèi)的磁性排屑裝置將鐵屑排出。機床設(shè)置有外包裝。機床結(jié)構(gòu)圖、剖視圖分別如圖 1、圖 2 所示。
1. 2 機床動作循環(huán)
工件沿機床外滾道人工推上輸送裝置滑道上,由輸送裝置沿滑道自動輸送到夾具里,用楔鐵夾緊、液壓插銷鎖定。左右液壓滑臺快進、工進,加工完成后進給滑臺快退,移位滑臺移位至第二工位,左右數(shù)控進給滑臺快進、工進,工進到一定位置后一個滑臺退回原位,一個滑臺繼續(xù)鉆通,加工完畢后滑臺退回原位,夾緊油缸放松,拔銷,輸送裝置將工件送出夾具,送至對接支撐板上,移位滑臺從第二工位( 下料位置) 移至第一工位( 上料位置) ,進入下一循環(huán)。
2 、機床主要技術(shù)參數(shù)
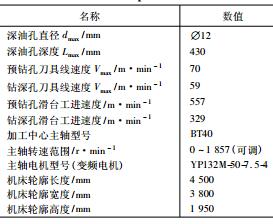
機床技術(shù)參數(shù)如表 1 所示。
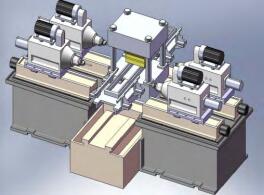
圖 1 機床結(jié)構(gòu)圖
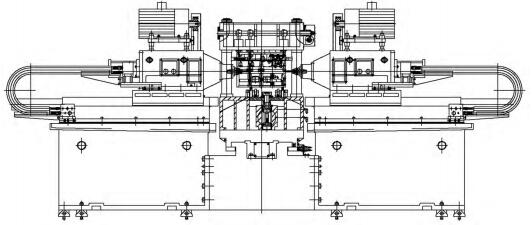
圖 2 機床剖視圖
表 1 機床主要技術(shù)參數(shù)
3 、機床主要創(chuàng)新點
機床主要創(chuàng)新點如下:
( 1) 本機床采用專用機床的方式完成深孔加工,總投資比傳統(tǒng)方式大大降低。
( 2) 加工效率較高,以加工四缸柴油機缸體為例,加工深孔的長徑比能達到 20 ~ 30( 本機床達到 20) ,節(jié)拍能穩(wěn)定地控制在 3 min 以內(nèi)。
( 3) 鉆削頭采用高剛性加工中心主軸結(jié)構(gòu),使加工、裝配過程更加簡單易行,且有利于提高高速切削時整臺機床的剛性。主軸中心降至最低,使切削時產(chǎn)生的傾翻力矩降低到最小。
( 4) 深孔加工刀具采用先進的硬質(zhì)合金,能夠?qū)崿F(xiàn)高速、大進給量加工,大大地縮短了加工時間。與傳統(tǒng)麻花鉆相比,雖然初期投資較大,但刀具的耐用度較高,加工精度很穩(wěn)定。刀具一旦磨損,由專業(yè)廠家刃磨刀具,總體核算較一般麻花鉆運行成本降低。高速進給時軸向力很大,利用液壓刀柄夾持刀具,保證了切削時的穩(wěn)定性。
( 5) 主軸和刀具都帶有內(nèi)冷孔,高壓冷卻液從刀具中心噴出,隨著刀具一同進入深孔內(nèi),在進行深孔加工的同時進行冷卻,同時將深孔內(nèi)不易排出的鐵屑反沖出孔外,解決了深孔加工中鐵屑很難排出、易產(chǎn)生積屑瘤的問題。
( 6) 采用第一工位打預(yù)鉆孔,第二工位鉆深孔的工藝進行加工。預(yù)鉆孔作為深孔的導(dǎo)向孔,可不用鉆模板進行導(dǎo)向,實現(xiàn)了剛性鉆孔,大大簡化了夾具的結(jié)構(gòu),使找正調(diào)整更加方便,同時使用過程中也節(jié)省了制造和更換鉆套的工作。
( 7) 機床備有完善的冷卻排屑裝置,冷卻液連同鐵屑從滑臺底座的排屑口排入冷卻排屑裝置內(nèi),通過排屑器將大部分鐵屑帶走,然后通過高精度過濾器將細微的鐵屑排走,過濾精度可達到 5μm,保證冷卻液潔凈,防止主軸中心堵塞。同時在控制回路上串聯(lián)一個壓力傳感器,當壓力超過設(shè)定值時,說明冷卻液回路中有堵塞現(xiàn)象,則壓力傳感器將信號傳給系統(tǒng),使系統(tǒng)報警,機床停止動作,機床使用更安全。
4 、結(jié)論
機床在結(jié)構(gòu)上做了大量的改進和創(chuàng)新,技術(shù)水平和實際精度指標顯著提升,已經(jīng)通過了用戶驗收,機床各加工精度均滿足用戶要求。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)